RV 減速器是在針擺行星傳動的基礎上發展起來的新型傳動裝置,由一個漸開線圓柱齒輪減速機和擺線針輪減速機兩級組成,因符合機器人的傳動要求而被廣泛應用。由于擺線齒輪存在多個用于裝配的圓孔和梯形孔,存在低剛度區域,在磨齒加工過程中容易產生變形,導致擺線齒輪尺寸精度降低,影響 RV 減速器傳動性能,因此如何有效地預測加工變形,得到擺線齒輪的變形規律尤其重要。
許多學者開展了齒輪加工變形方面的研究。馮佩瑤對直齒錐齒輪的銑削加工變形機理進行了研究,建立了剛度-應力-變形的映射模型,有效地預測了輪坯加工變形。王斌等通過有限元仿真,得到了錐齒輪在切齒加工過程中的變形規律。蔡安江等通過剃齒加工分析得到了接觸區域變形的極限應力值,為劃分變形區域提供了分界值。Wang 等為了探究直齒錐齒輪在銑削加工過程中的變形情況,研究了附加應力的變化與齒坯彎曲變形的關系,推導了齒輪毛坯彎曲變形的計算公式。Lin 等為了解決曲線面齒輪變形,提出了一種考慮等效齒數、截面特性、實際接觸狀態和載荷分布的曲線面齒輪齒彈性變形預測模型。Feng 等為了減小工件的變形,針對大型齒輪齒形采用整體銑削加工,提出了一種大型齒輪齒形三輥彎曲工藝,有效地減小了齒輪的變形。
目前人們對漸開線齒輪的銑齒、剃齒加工變形已開展了大量的研究,而以擺線齒輪為研究對象,對磨齒加工變形的研究相對較少,為了得到擺線齒輪在磨齒加工過程中的變形規律,本文以擺線齒輪為研究對象,建立單顆磨粒磨削力模型,針對擺線齒輪低剛度區域進行加工變形有限元分析,研究在磨削力作用下擺線齒輪低剛度區域的磨削過程變形規律,分析磨削速度、磨削深度、軸向進給量對變形的影響規律。
1、磨削力分析
成形磨削是一種將砂輪截面廓形修整為與齒輪齒槽廓形一致的形狀進行齒輪磨削加工的方法。擺線齒輪磨削見圖 1。
磨齒加工過程中會產生磨削力。磨削力可以分為相互垂直的三個分力,沿砂輪徑向的法向磨削力 Fn,沿砂輪切向的切向磨削力 Ft ,沿砂輪軸向的軸向磨削力 Fa。軸向磨削力 Fa 較小,可以忽略不計。
砂輪依靠表面固著大量磨粒來實現材料去除,磨削可以看作單顆磨粒不斷切削的過程。通過單顆磨粒來研究磨削過程,把單顆磨粒磨削過程分為 3 個階段,即滑擦、耕犁、切削(圖 2)。
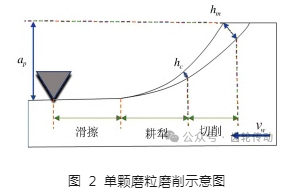
因此單顆磨粒的磨削力可以為三個階段的合力,可表達為:
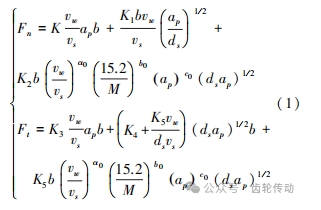
式中:K 、K1、K2、K3、K4、K5、α0、b0、c0 為試驗確定常數; vs 為磨削速度; vw 為進給速度; ap 為磨削深度; ds 為砂輪直徑;b 為磨削寬度;M 為磨粒粒度。
2、磨齒變形有限元模型的建立
擺線齒輪三維模型的建立
擺線齒輪齒廓方程為:
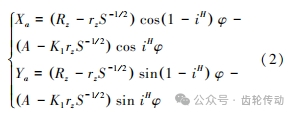
式中:iH 為擺線齒輪與針輪的傳動比,iH = Zp / Zc ,Zp 為擺線齒輪的齒數; Zc 為針輪齒數; S = 1 + K21 - 2K1 cos φ ; Rz 為針齒中心分布圓半徑; rz 為針輪半徑; φ 為嚙合相位角; K1 為短幅系數; A 為偏心距。擺線齒形基本參數見表 1。

根據式(2)和表 1 中擺線齒輪基本參數,建立擺線齒輪的三維模型,見圖 3。

有限元模型的建立
由于擺線齒輪結構的對稱性,本文選取三分之一擺線齒輪的梯形孔區域來進行加工,擺線齒輪材料為 25CrMo4,材料的彈性模量 E 為 212 GPa,泊松比 ν 為 0.3。
采用 C3D10 四面體單元對擺線齒輪進行網格劃分,對靠近加工區域的網格進行細化,見圖 4 (a)。由于選取 1/ 3 的擺線齒輪兩側是對稱的,因此在圖 4(a)所示齒輪兩側分別設置對稱約束;
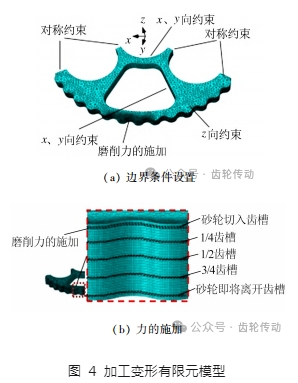
在加工過程中中心圓與芯軸裝配,中心圓位置施加 X 向和 Y 向約束;梯形孔處與定位銷裝配,施加 X 向和 Y 向約束;擺線齒輪的底部受到夾具的支撐,施加 Z 向約束。
成形砂輪的磨料為 CBN,磨粒粒度為 60 #,其中砂輪直徑 ds 為 150 mm,砂輪寬度 b 為 42 mm。在磨齒加工過程中,擺線齒輪與成形砂輪的接觸區域為磨削弧,見圖 4(b)。共選取同一齒槽的 5 個不同進給位置進行分析。根據式(1)的計算值,在低剛度區齒槽磨削弧內的等效節點上施加單顆磨粒所需的磨削力,Fn 施加方向垂直于該區域,Ft 施加方向平行于該區域。
3、結果分析
試驗設計
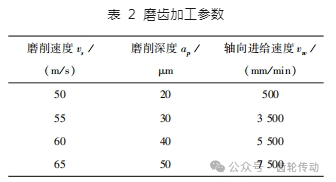
通過對擺線齒輪磨齒加工變形有限元分析,研究不同磨齒磨削速度、磨削深度和軸向進給速度對擺線齒輪變形規律的影響。仿真中采用的磨齒加工參數見表 2。
磨削過程的變形規律
選取齒槽磨削過程中砂輪進給到如圖 4(b) 所示的 5 個不同磨削位置,即:砂輪切入齒槽時、1 / 4 齒槽時、1 / 2 齒槽時、3 / 4 齒槽時、砂輪即將離開齒槽時分別進行仿真分析。磨削速度為 50 m / s,軸向進給速度為 1 500 mm/ min,磨削深度為 50 μm,不同磨齒加工位置的位移云圖見圖 5,不同加工位置的變形規律見圖 6。
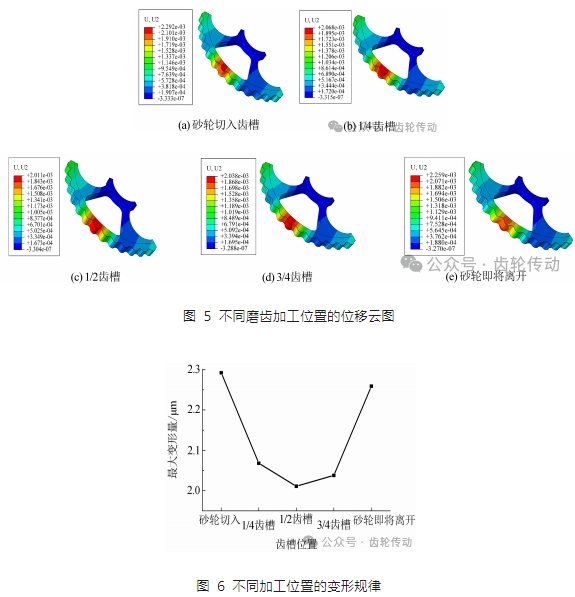
從圖 5(a)、圖 6 可知,成形砂輪剛開始切入擺線齒輪產生的變形量最大,為 2.29 μm。隨著砂輪繼續磨削,圖 5(b) 顯示成形砂輪切到齒槽 1/4 時,產生的變形量為 2.06 μm,從圖 6 可以看出,砂輪切到齒槽 1/4 時,擺線齒輪的變形量快速下降。圖 5(c)顯示,成形砂輪切到 1/2 齒槽時產生的變形量最小,為 2.01 μm,從圖 6 可以看出砂輪從齒槽 1/4 再到進給至 1/2 齒槽時,變形量下降速度變慢。圖 5(d)顯示,成形砂輪切到 3/4 齒槽時,產生的變形量為 2.03 μm,可以看出當砂輪繼續進給從 1/2 齒槽到 3/4 齒槽時,產生的變形量逐漸上升。圖 5(e)顯示成形砂輪即將離開齒槽時,產生的變形量為 2.25 μm,略小于剛切入時的變形量。從圖 6 可以看出砂輪從 3/4 齒槽到砂輪離開時,齒輪變形量快速上升。
由圖 6 的整體變化趨勢可知,擺線齒輪磨齒加工產生的變形量由大減小再增大,呈現出一個開口向上的拋物線形狀,其原因在于:砂輪剛切入齒槽時的剛度最低,產生的變形量是最大的,隨著砂輪繼續進給,齒槽的剛度在逐漸增大,當磨削至齒槽 1/2 時的剛度最大,產生的變形量最小;隨著砂輪進給到即將離開工件時,齒槽的剛度開始逐漸變小,變形量逐漸增大。
磨削速度對低剛度區域的影響
通過磨削過程分析得知,砂輪剛切入齒槽時變形最大,因此選取加工位置為砂輪切入擺線齒輪處進行變形分析。磨削深度為 20 μm,軸向進給速度為 1 500 mm / min,磨削速度分別為 50、55、60、65 m/ s。不同磨削速度下的位移云圖見圖 7,最大變形量隨磨削速度的變化規律見圖 8。
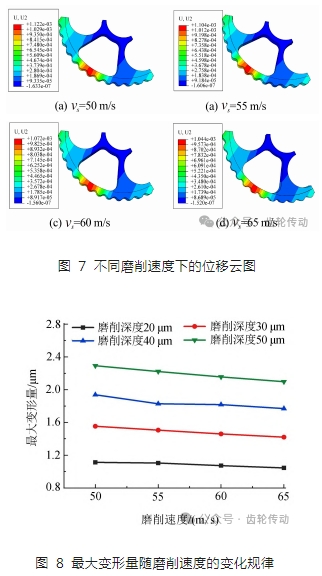
在磨削速度為 50 m / s 時,磨削力通過式(1) 計算可得 Fn = 4.28 N,Ft = 2.22 N,變形預測結果見圖 7(a),沿 Y 方向的變形量為 1.12 μm,從圖 8 可知此時產生的變形量是最大的。在磨削速度為 55 m/ s 時,磨削力 Fn =3.89 N,Ft =2.01 N,變形預測結果見圖 7(b),沿 Y 方向的變形量為 1.10 μm。從圖 8 可知產生的變形量略低于速度為 50 m/ s 的變形量。在磨削速度為 60 m / s 時,磨削力 Fn = 3. 56 N,Ft =1.85 N,變形預測結果見圖 7(c),沿 Y 方向的變形量為 1.07 μm。在磨削速度為 65 m/ s 時,磨削力 Fn =3.29 N,Ft =1.71 N,變形預測結果見圖 7(d),沿 Y 方向的變形量為 1.04 μm,產生的變形量最小。由圖 8 可知,磨削產生的最大變形量為 2. 29 μm,最小變形量為 1.04 μm。
從圖 8 還可看出,隨著磨削速度的增大,變形量在緩慢地減小,其原因在于:隨著磨削速度的增大,砂輪的每轉進給量減小,磨粒與工件產生的切屑厚度變小,砂輪作用于工件上的磨削力降低,使擺線齒輪變形量隨著磨削速度的增大而逐漸減小。
磨削深度對低剛度區域的影響
選取加工位置為砂輪切入擺線齒輪處進行變形分析,磨削速度為 50 m / s,軸向進給速度為 1 500 mm / min,磨削深度分別為 20、30、40、50 μm,不同磨削深度下的位移云圖見圖 9,最大變形量隨磨削深度的變化規律見圖 10。
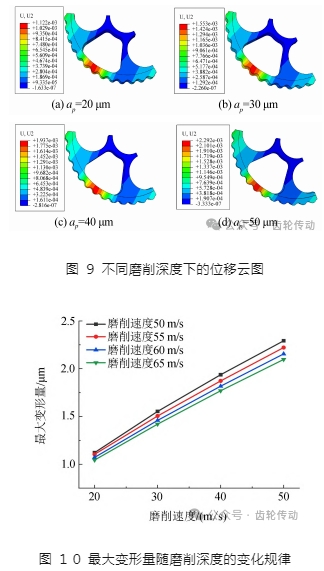
當磨削深度為20 μm 時,磨削力 Fn =4.28 N,Ft =2.22 N,變形預測結果見圖 9(a),沿 Y 方向的變形量為 1.12 μm。從圖 10 可以看出此時產生的變形量最小。當磨削深度增大為 30 μm 時,磨削力 Fn = 5.25 N,Ft = 2.72 N,變形預測結果見圖 9 (b),沿 Y 方向的變形量為 1.55 μm。在磨削深度繼續增大為 40 μm 時,磨削力 Fn = 6.08 N,Ft = 3. 15 N,變形預測結果見圖 9 (c) ,沿 Y 方向的變形量為 1.93 μm。從圖 10 可以看出變形量在逐漸增大。當磨削深度為 50 μm 時,磨齒加工產生的磨削力 Fn =6.81 N,Ft =3.53 N,變形預測結果見圖 9(d),沿 Y 方向的變形量為2.29 μm。從圖 10 可以看出此時的變形最大。
由圖 10 還可看出,隨著磨削深度的增大,變形量呈線性上升,其原因在于:當砂輪的切深不斷增大時,磨粒與工件的接觸面積也在不斷地增大,切屑厚度變厚,導致磨削力不斷地增大,擺線齒輪的變形量也隨著磨削深度的增大而快速增大。
軸向進給速度對低剛度區域的影響
選取加工位置為砂輪切入擺線齒輪處進行變形分析,磨削速度為 50 m/ s,磨削深度為 20 μm,軸向進給速度分別為1 500、3 500、5 500、7 500 mm/ min 的不同軸向進給速度下的位移云圖見圖 11,最大變形量隨軸向進給速度的變化規律見圖 12。
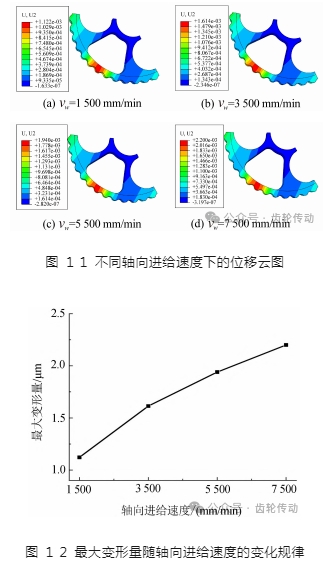
在軸向進給速度為 1 500 mm / min 時,磨削力 Fn =4.28 N,Ft =2.22 N,變形預測結果見圖 11(a),沿 Y 方向的變形量為 1.12 μm。從圖 12 可以看出所產生的變形量最小。隨著軸向進給速度增大為 3 500 mm / min 時,磨削力 Fn = 9. 98 N,Ft = 5. 17 N,變形預測結果見圖 11(b)。沿 Y 方向的變形量為 1.61 μm。從圖 12 可以看出變形量在逐漸增大。當軸向進給速度為 5 500 mm / min時,磨削力 Fn = 15.68 N,Ft = 8.11 N,變形預測結果見圖 11(c),沿 Y 方向的變形量為 1.94 μm。當軸向進給速度增大到 7 500 mm / min 時,磨削力 Fn = 21.45 N,Ft = 11.07 N,變形預測結果見圖 11 (d),沿 Y 方向的變形量為 2.20 μm。從圖 12 可以看出此時產生的變形量最大。
由圖 12 的整體變化趨勢可知,隨著軸向進給速度的增加,變形量在不斷增大,其原因是軸向進給速度的增加會使磨粒的切削面積增大、切屑變厚,進而使磨削力增加,讓擺線齒輪的變形量增大。
4、結論
本文基于 ABAQUS 有限元分析軟件,建立了擺線齒輪磨齒加工變形有限元模型,研究磨齒加工過程中的磨削速度、磨削深度及軸向進給速度對擺線齒輪變形影響的變化規律,得到如下結論:
(1)在同一齒槽的磨削過程中,砂輪進給到剛切入擺線齒輪時,齒輪的變形量最大,為 2.29 μm;成形砂輪進給到齒槽 1 / 2 處時,齒輪的變形最小,為 2.01 μm。
(2)隨著磨削速度的增大,擺線齒輪的變形量在緩慢減小。磨削速度 vs 為 50 m / s 時產生的變形量最大,為 2.29 μm。磨削速度 vs 為 65 m / s 時產生的變形量最小,為 1.04 μm。
(3)隨著磨削深度的增大,擺線齒輪的變形量呈線性增大趨勢。磨削深度 ap為 20 μm 時產的變形量最小,為1.12 μm。磨削深度 ap為50 μm 時產生的變形量最大,為 2.29 μm。
(4)隨著軸向進給速度的增大,擺線齒輪的變形量在逐漸增大。當軸向進給速度 vw 為 1 500 mm / min 時產生的最小變形量為 1.12 μm;軸向進給速度 vw 為 7 500 mm/ min 時產生的最大變形量為 2.20 μm。
參考文獻略.