砂輪磨具的種類很多,并有各種形狀和尺寸,根據砂輪的磨料、結合劑材料以及制造工藝的不同,每一種砂輪都有一定的適用范圍。若選擇不當就將直接影響加工精度、表面粗糙度及生產效率。因此,磨削加工時,必須根據具體情況選用合適的砂輪。那么應如何正確選擇砂輪?針對磨削中常用的砂輪進行匯總,讓大家明明白白挑選砂輪。
一、普通砂輪的選擇
1、磨料的選擇磨料選擇主要取決于工件材料及熱處理方法。
a.磨抗張強度高的材料時,選用韌性大的磨料。
b.磨硬度低,延伸率大的材料時,選用較脆的磨料。
c.磨硬度高的材料時,選用硬度更高的磨料。
d.選用不易被加工材料發生化學反應的磨料。
最常用的磨料是棕剛玉(A)和白剛玉(WA),其次是黑碳化硅(C)和綠碳化硅(GC),其余常用的還有鉻剛玉(PA)、單晶剛玉(SA)、微晶剛玉(MA)、鋯剛玉(ZA)。
棕剛玉砂輪:棕剛玉的硬度高,韌性大,適宜磨削抗拉強度較高的金屬,如碳鋼、合金鋼、可鍛鑄鐵、硬青銅等,這種磨料的磨削性能好,適應性廣,常用于切除較大余量的粗磨,價格便宜,可以廣泛使用。
白剛玉砂輪:白剛玉的硬度略高于棕剛玉,韌性則比棕剛玉低,在磨削時,磨粒容易碎裂,因此,磨削熱量小,適宜制造精磨淬火鋼、高碳鋼、高速鋼以及磨削薄壁零件用的砂輪,成本比棕剛玉高。
黑碳化硅砂輪:黑碳化硅性脆而鋒利,硬度比白剛玉高,適于磨削機械強度較低的材料,如鑄鐵、黃銅、鋁和耐火材料等。
綠碳化硅砂輪:綠碳化硅硬度脆性較黑碳化硅高,磨粒鋒利,導熱性好,適合于磨削硬質合金、光學玻璃、陶瓷等硬脆材料。
鉻剛玉砂輪:適于磨削刀具,量具、儀表,螺紋等表面加工質量要求高的工件。
單晶剛玉砂輪:適于磨削不銹鋼、高釩高速鋼等韌性大、硬度高的材料及易變形燒傷的工件。
微晶剛玉砂輪:適于磨削不銹鋼、軸承鋼和特種球墨鑄鐵等,用于成型磨,切入磨,鏡面磨削。
鋯剛玉砂輪:適于磨削奧氐體不銹鋼、鈦合金、耐熱合金,特別適于重負荷磨削。
2、粒度的選擇主要取決于被磨削工件的表面粗糙度和磨削效率。
粒度是指磨料的顆粒尺寸,其大小則用粒度號表示。用粗粒度砂輪磨削時,生產效率高,但磨出的工件表面較粗糙;用細粒度砂輪磨削時,磨出的工件表面粗糙度較好,而生產率較低。在滿足粗糙度要求的前提下,應盡量選用粗粒度的砂輪,以保證較高的磨削效率。一般粗磨時選用粗粒度砂輪,精磨時選用細粒度砂輪。
當砂輪和工件接觸面積較大時,要選用粒度粗一些的砂輪。例如,磨削相同的平面,用砂輪的端面磨削比用砂輪的周邊磨削選的粒度要粗些。
3、硬度的選擇主要取決于被磨削的工件材料、磨削效率和加工表面質量。
硬度是指砂輪在外力作用下磨粒脫落的難易程度,為了適應不同工件材料磨加工的要求,制造砂輪時分成不同硬度的等級。
砂輪選得過硬,磨鈍的磨粒不易脫落,砂輪易堵塞,磨削熱增加,工件易燒傷,磨削效率低,影響工件表面質量;砂輪選得過軟,磨粒還在鋒利時就脫落,增加了砂輪損耗,易失去正確的幾何形狀,影響工件精度。所以砂輪硬度的選擇要適當,還應根據砂輪與工件接觸面積大小、工件形狀、磨削的方式、冷卻方式、砂輪的結合劑種類等因素來綜合考慮。
下列砂輪硬度選擇原則供參考:
a.磨削軟材料時要選較硬的砂輪,磨削硬材料時則要選軟砂輪;
b.磨削軟而韌性大的有色金屬時,硬度應選得軟一些;
c.磨削導熱性差的材料應選較軟的砂輪;
d.端面磨比圓周磨削時,砂輪硬度應選軟些;
e.在同樣的磨削條件下,用樹脂結合劑砂輪比陶瓷結合劑砂輪的硬度要高1~2小級;
f.砂輪旋轉速度高時,砂輪的硬度可選軟1~2小級;
g.用冷卻液磨削要比干磨時的砂輪硬度高1~2小級。
4、結合劑的選擇應根據磨削方法,使用速度和表面加工要求等條件予以考慮。
最常用的砂輪結合劑有陶瓷結合劑(V)和樹脂結合劑(B)。
陶瓷結合劑是一種無機結合劑,化學性能穩定、耐熱、抗腐蝕性好,氣孔率大,這種結合劑制造的砂輪磨削效率高、磨耗小,能較好地保持砂輪的幾何形狀,應用范圍最廣。砂輪適于磨削普通碳鋼、合金鋼、不銹鋼、鑄鐵、硬質合金、有色金屬等。但是,陶瓷結合劑砂輪脆性較大,不能受劇烈的振動。一般只能在35米/秒以內的速度下使用。。
樹脂結合劑是一種有機結合劑,這種結合劑制造的砂輪強度高,具有一定的彈性,耐熱性低,自銳性好,制作簡便,工藝周期短。可制造工作速度高于50米/秒的砂輪和很薄的砂輪。它的應用范圍僅次于陶瓷結合劑,廣泛用于粗磨、荒磨、切斷和自由磨削,如磨鋼錠,鑄件打毛刺等。可制造高速、高光潔度砂輪,重負荷、切斷以及各種特殊要求的砂輪。
5、組織的選擇主要考慮工件所受的壓力、磨削方法、工件材質等。
組織是指砂輪中磨粒所占砂輪體積的百分比。砂輪組織等級的劃分是以62%的磨粒體積百分數為“0”號組織,磨粒體積每減2%,其組織增加一號,依此類推,共分15個號。號數越大,組織越松。
組織緊密的砂輪能磨出較好的工件表面,組織疏松的砂輪,因空隙大,可以保證磨削過程中容納磨屑,避免砂輪堵塞。通常粗磨和磨削較軟金屬時,砂輪易堵塞,應選用疏松組織的砂輪;成型磨削和精密磨時,為保持砂輪的幾何形狀和得到較好的粗糙度,應選用較緊密組織的砂輪;磨削機床導軌和硬質合金工具時,為減少工件熱變形,避免燒傷裂紋,宜采用松組織的砂輪;磨削熱敏性大的材料、有色金屬、非金屬材料宜采用大于12#組織的砂輪。
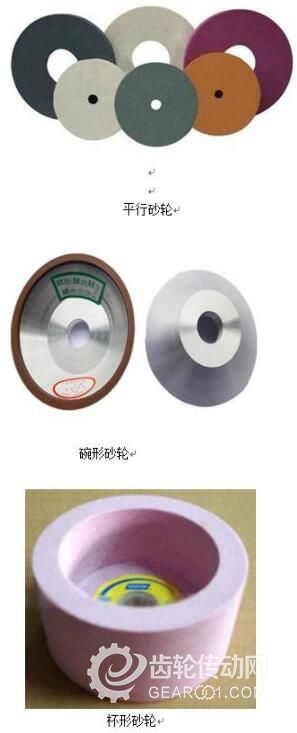
6、形狀和尺寸的選擇應根據磨床條件和工件形狀來選擇。
常用砂輪形狀有平形砂輪(P)、單面凹砂輪(PDA)、雙面凹砂輪(PSA)、薄片砂輪(PB)、筒形砂輪(N)、碗形砂輪(BW)、碟形一號砂輪(D1)等。
每種磨床所能使用的砂輪形狀和尺寸都有一定的范圍。在可能的條件下,砂輪的外徑應盡可能選得大一些,以提高砂輪的線速度,獲得較高的生產率和工件表面質量,砂輪寬度增加也可以獲得同樣的效果。。
現國標砂輪書寫順序:砂輪代號、尺寸(外徑×厚度×孔徑)、磨粒、粒度、硬度、組織、結合劑、最高工作線速度。
例示:P400×150×203A60L5B35
二、金剛石砂輪的選擇
金剛石砂輪比用碳化硼、碳化硅、剛玉等一般磨粒制成的砂輪刃角鋒利、磨耗小、壽命長、生產率高、加工質量好,但價格昂貴,因而適用于精磨硬質合金、陶瓷、半導體等高硬度脆性難加工材料。。
金剛石砂輪的特征包括磨料種類、粒度、硬度、濃度、結合劑、砂輪形狀與尺寸。
磨料:廣泛使用人造金剛石(JR),根據它的結晶形狀和顆粒強度,分各種型號,按其特定用途選型號。
粒度:要以工件粗糙度、磨削生產率和金剛石的消耗三個方面綜合考慮。
硬度:只有樹脂結合劑金剛石砂輪才有“硬度”這一特性。一般采用S(Y1)級或更高。
結合劑:常用的結合劑有四種,其結合能力和耐磨性以樹脂、陶瓷、青銅、電鍍金屬為序,依次漸強。樹脂結合劑金剛石砂輪磨削效率高,被加工工件粗糙度好,適用范圍廣,自銳性好,不易堵塞,發熱量小,易修整,主要用于精磨工序。陶瓷結合劑金剛石砂輪主要用于各種非金屬硬脆材料、硬質合金、超硬材料等的磨削。
濃度:濃度選擇要根據使用砂輪的粒度、結合劑、形狀、加工方法、生產效率及砂輪壽命的要求而定。高濃度金剛石砂輪保持砂輪形狀的能力強,低濃度砂輪磨削時,金剛石的消耗往往更低些,應根據需要酌情選取。
形狀和尺寸:按工件的形狀、尺寸和機床條件選用。
三、立方氮化硼(CBN)砂輪的選擇
立方氮化硼(CBN)砂輪的立方氮化硼顆粒粘在普通砂輪表面只有很薄一層,其磨粒韌性、硬度、耐用度是剛玉類砂輪的100倍,最適于加工硬度高、粘性大、高溫強度高、熱傳導率低的難磨鋼材及高速或超高速磨削。其應用范圍與人造金剛石起著互相補充的作用。金剛石砂輪在磨削硬質合金和非金屬材料時,具有獨特的效果,但在磨削鋼料時,尤其是磨削特種鋼時,效果不顯著。立方氮化硼砂輪磨削鋼件的效率比剛玉類砂輪要高近百倍,比金剛石砂輪高五倍,但磨削脆性材料不及金剛石。
立方氮化硼砂輪的選擇和金剛石砂輪的選擇相類似。但在結合劑選用上,大部分是樹脂結合劑,次之是電鍍,金屬結合劑。陶瓷結合劑CBN砂輪主要用于鈦合金、高速鋼、可鍛鑄鐵等難加工的黑色金屬的磨削,樹脂結合劑CBN砂輪適用于磨削鐵磁性材料,是加工鋼材的理想選擇。CBN砂輪濃度一般在100%~150%間選用較經濟合理,它不能用普通切削液,需特殊的切削液。
四、大氣孔砂輪的選擇
大氣孔砂輪在磨削時具有不易被堵塞、耐用度高和切削能力強等優點。適用于軟金屬和塑料、橡皮和皮革等非金屬材料的粗、精磨。同時,它具有散熱快的特點,所以在磨削一些熱敏性大的材料、薄壁工件和干磨工序中(例如刃磨硬質合金刀具和機床導軌等)有良好的效果。
大氣孔砂輪和一般陶瓷結合劑砂輪的制造方法基本一樣。不同點是在配料中外加一定量的增孔劑,它在砂輪燒結前完全揮發或被燒燼,從而產生大氣孔。
大氣孔砂輪生產范圍是:磨料一般選擇碳化物和剛玉等,如常用的有黑碳化硅(C)、綠碳化硅(GC)和白剛玉(WA)等幾種,這些磨料的硬度高、性脆而鋒利,具有良好的導熱和導電性能;磨料粒度(36#~180#);結合劑(陶瓷結合劑);硬度(G~M各級);形狀(平形、杯形、碗形或碟形等);氣孔尺寸(約0.7~1.4毫米)。
一般來講,砂輪出廠時都會標識一行數值,一般的順序都是形狀代號、尺寸、磨料、粒度號、硬度、組織號、結合劑和允許的最高線速度。如“P400×40×127WA60L5V35”字母數字的具體解析如下:
“P”表示砂輪形狀為平行砂輪
“400×40×127”數字代表砂輪的尺寸大小(外徑×厚度×孔徑)“WA”表示砂輪磨料材質為白剛玉砂輪。“60”表示砂輪粒度,為60#粒度(偏精磨)。“L”表示砂輪的硬度為中軟。“5”表示砂輪的組織號,比較密實。“V”表示砂輪的結合劑,為陶瓷結合劑,比較脆。“35″表示砂輪線速度,35m/s速度為中等。
 五、砂輪的選用原則
五、砂輪的選用原則
1. 磨削鋼時,選用剛玉類砂輪,磨削硬鑄鐵、硬質合金和非鐵金屬時,選用碳化硅砂輪。2. 磨削軟材料和硬材料時,分別選用硬砂輪和軟砂輪。3. 磨削軟而韌的材料時,選用粗磨料(如12~36#);磨削硬而脆的材料時,選用細磨料(如46~100#)。4. 磨削表面的粗糙度值要求較低時,選用細磨粒,金屬磨除率要求高時,選用粗磨粒。5. 要求加工表面質量好時,選用樹脂或橡膠結合劑的砂輪,要求最大金屬磨除率時,選用陶瓷結合劑砂輪。
六、常用砂輪
關于磨具硬度,有兩種說法:
一、磨具硬度是指結合劑在外力作用下,抵抗磨粒從磨具表面脫離的抵抗力,或稱為磨粒從磨具表面脫離的難易程度。
二、磨具的硬度是指結合劑和磨粒在工作中由于抵抗外力面從砂輪表面上破裂時的綜合強度
選擇砂輪的核心——看你對硬度了解多少?
磨具硬度反應的是結合劑把持磨粒的能力,而非魔力本身的硬度
選擇磨具硬度時,最基本的原則是:保證磨具在磨削過程中有適當的自銳性,避免磨具過大的磨損;保證磨削時不產生過高的磨削溫度。
前已述及,磨具硬度的高低與結合劑數量的多少有關,磨具的硬度越高,結合劑數量就要多,結合劑橋越粗壯,結合劑對磨料的把持力越大,使磨粒能承受較大的磨削力而不破碎或脫落。反之,磨具硬度低時,則結合劑對磨粒的把持力小,磨粒容易碎裂或脫落。因此,如果磨具的硬度選得過高,不僅使磨鈍的磨粒不易破碎或脫落而失去切削能力,而且也增加了磨具與工件之間的摩擦力,工件表面容易發熱而出現燒傷。為了及時除去磨鈍的磨粒,就必須頻繁地修整磨具,造成磨具的大量磨耗。如果磨具的硬度選得國軟,則磨粒還在鋒銳的時候就會脫落,從而造成不必要的磨損。同時,磨具磨損太快,其工作表面磨損極不均勻,還會影響工件的加工精度。
綜上所述,只有正確選擇磨具的硬度,才能保持其正常的磨削狀態,滿足加工的需要。特別是刃磨魔偶寫工具時,磨具硬度即使偏差一小級,都會影響刃磨質量,可見磨具硬度的影響是十分重要的。
選擇磨具硬度時,最基本的方法是:工件的硬度高,磨具的硬度就要低;工件硬度低,磨具的硬度就要高。因為工件硬度較低時,磨具上的磨粒切入工件所承受的壓力就相應較小,磨粒不易磨鈍,為使磨粒不會在磨鈍前就產生破碎或脫落,故選用硬度高一些的磨具比較合適;反之,工件硬度高時,磨粒切入工件所承受的壓力相應較大而變鈍,選用硬度較軟的磨具可及時產生自銳,保持磨具的磨削性能。但是工件材料更軟而且韌性又大時(如軟青銅、黃銅等,由于切下的金屬切削容易堵塞磨具,所以應選用粒度較粗的硬度較軟的磨具來加工為宜。
磨具的硬度也是影響磨削區域溫度高低的重要因素。磨削熱導率低的工件(如合金鋼時),由于工件表面溫度相對較高,因此往往容易產生燒傷、裂紋,此時就應選擇硬度較低、組織較松的砂輪,同時還要加強冷卻,這樣才能有效避免工件的燒傷。同樣,磨削薄形工件時,也需采用組織較松、硬度較低的砂輪。當磨削薄壁空心工件的外圓時,砂輪的硬度較之磨實心工件時低些,這也是為了防止磨削溫度升高而引起工件變形之故。
選擇磨具時硬度時,一般還要考慮以下情況
1、磨具與工件接觸面積大時,磨具的硬度應選的低一些,以免工件發熱過高而影響磨削質量。例如,立軸平磨所用的磨具硬度較低;平磨磨削和內軟磨削所用的砂輪硬度比外圓磨削用的砂輪硬度低。但在磨細而長的內孔時,由于砂輪速度低,砂輪容易磨損而使工件產生錐度(喇叭口),因而砂輪的硬度又要比一般內圓磨時高些。同樣,磨小孔徑的工件可采用較硬的的砂輪,磨大孔徑的工件則應采用較軟的砂輪。
2、磨斷續的表面和鑄件打毛刺時,應該選用硬級或超硬級的砂輪;重負荷磨鋼坯時,也應選硬級或超硬級的砂輪,以免砂輪磨損太快。
3、修整用的代金剛石磨具(砂輪或油石),由于修整時的壓力較大,需要較高的硬度,因此常采用超硬級的磨具。
4、重型磨床和剛性較好的磨床,由于它們在磨削時的振動較小,磨粒不容易被破壞,因此可用硬度較低的砂輪。
5、外圓切入磨削時,為避免工件燒傷,砂輪硬度應比軸向進給時低些。
6、自動走刀的磨床可以比手動走刀的磨床用較軟的砂輪。
7、加工表面要求粗糙度值越小,工件尺寸要求越精確時,應選擇硬度較低的砂輪,以避免磨削發熱過多,工件表層組織變壞。例如,用超軟級鏡面磨削樹脂結合劑砂輪,可以磨出粗糙度Rz為0.05μm的表面,但是,對于一般精磨用砂輪,硬度又要高些,否則會由于砂輪工作表面產生不均勻磨損而影響工件的加工精度。
8、工件表面出現的劃痕,常與磨具硬度選擇不當有關。當磨具硬度太低時,磨粒容易脫落,于是由于擠壓或摩擦的作用,脫落的磨粒會劃傷工件表面,因而此時要適當提高磨具的硬度。
9、干磨時工件容易發熱,應比濕磨時選用軟1~2小級的砂輪。
10、生產效率要求較高時,可以選用軟一些的砂輪,以利于砂輪的自銳,減少修整次數。但砂輪的磨損會相應的增加,因而在技術經濟指標上要進行全面的分析比較。
11、高速磨削時,當進給速度不變,則磨粒切下的切屑變薄,磨粒承受的切削力相應減小,砂輪的磨損也就慢些,此時為了改善砂輪的自銳情況,其硬度就要比普磨磨削時軟1~2小級,這是高速精磨時的情況。同樣,對于一些不平衡的工件(如曲軸等),由于磨削時的工件速度不能太高,因此砂輪的硬度也要選得低一些,以免燒傷工件。以提高切削效率為主要目的的高速磨削,切入進給量要加大,此時磨粒上承受的磨削力增加。為了保證磨粒不過早脫落,砂輪的硬度就應比普通磨削時高1~2小級。
12、磨鋼球(滾珠)時,應選超硬級的砂輪;一般切斷工件,砂輪的硬度應選中至中硬級。
13、刃磨硬質合金和高速鋼刀具時,應選擇J~G硬度的砂輪。
14、成形磨削時,為了保持工件的正確幾何形狀,砂輪的磨損不應太大,因此砂輪的硬度應高一些。
一、普通砂輪的選擇
1、磨料的選擇磨料選擇主要取決于工件材料及熱處理方法。
a.磨抗張強度高的材料時,選用韌性大的磨料。
b.磨硬度低,延伸率大的材料時,選用較脆的磨料。
c.磨硬度高的材料時,選用硬度更高的磨料。
d.選用不易被加工材料發生化學反應的磨料。
最常用的磨料是棕剛玉(A)和白剛玉(WA),其次是黑碳化硅(C)和綠碳化硅(GC),其余常用的還有鉻剛玉(PA)、單晶剛玉(SA)、微晶剛玉(MA)、鋯剛玉(ZA)。
棕剛玉砂輪:棕剛玉的硬度高,韌性大,適宜磨削抗拉強度較高的金屬,如碳鋼、合金鋼、可鍛鑄鐵、硬青銅等,這種磨料的磨削性能好,適應性廣,常用于切除較大余量的粗磨,價格便宜,可以廣泛使用。
白剛玉砂輪:白剛玉的硬度略高于棕剛玉,韌性則比棕剛玉低,在磨削時,磨粒容易碎裂,因此,磨削熱量小,適宜制造精磨淬火鋼、高碳鋼、高速鋼以及磨削薄壁零件用的砂輪,成本比棕剛玉高。
黑碳化硅砂輪:黑碳化硅性脆而鋒利,硬度比白剛玉高,適于磨削機械強度較低的材料,如鑄鐵、黃銅、鋁和耐火材料等。
綠碳化硅砂輪:綠碳化硅硬度脆性較黑碳化硅高,磨粒鋒利,導熱性好,適合于磨削硬質合金、光學玻璃、陶瓷等硬脆材料。
鉻剛玉砂輪:適于磨削刀具,量具、儀表,螺紋等表面加工質量要求高的工件。
單晶剛玉砂輪:適于磨削不銹鋼、高釩高速鋼等韌性大、硬度高的材料及易變形燒傷的工件。
微晶剛玉砂輪:適于磨削不銹鋼、軸承鋼和特種球墨鑄鐵等,用于成型磨,切入磨,鏡面磨削。
鋯剛玉砂輪:適于磨削奧氐體不銹鋼、鈦合金、耐熱合金,特別適于重負荷磨削。
2、粒度的選擇主要取決于被磨削工件的表面粗糙度和磨削效率。
粒度是指磨料的顆粒尺寸,其大小則用粒度號表示。用粗粒度砂輪磨削時,生產效率高,但磨出的工件表面較粗糙;用細粒度砂輪磨削時,磨出的工件表面粗糙度較好,而生產率較低。在滿足粗糙度要求的前提下,應盡量選用粗粒度的砂輪,以保證較高的磨削效率。一般粗磨時選用粗粒度砂輪,精磨時選用細粒度砂輪。
當砂輪和工件接觸面積較大時,要選用粒度粗一些的砂輪。例如,磨削相同的平面,用砂輪的端面磨削比用砂輪的周邊磨削選的粒度要粗些。
3、硬度的選擇主要取決于被磨削的工件材料、磨削效率和加工表面質量。
硬度是指砂輪在外力作用下磨粒脫落的難易程度,為了適應不同工件材料磨加工的要求,制造砂輪時分成不同硬度的等級。
砂輪選得過硬,磨鈍的磨粒不易脫落,砂輪易堵塞,磨削熱增加,工件易燒傷,磨削效率低,影響工件表面質量;砂輪選得過軟,磨粒還在鋒利時就脫落,增加了砂輪損耗,易失去正確的幾何形狀,影響工件精度。所以砂輪硬度的選擇要適當,還應根據砂輪與工件接觸面積大小、工件形狀、磨削的方式、冷卻方式、砂輪的結合劑種類等因素來綜合考慮。
下列砂輪硬度選擇原則供參考:
a.磨削軟材料時要選較硬的砂輪,磨削硬材料時則要選軟砂輪;
b.磨削軟而韌性大的有色金屬時,硬度應選得軟一些;
c.磨削導熱性差的材料應選較軟的砂輪;
d.端面磨比圓周磨削時,砂輪硬度應選軟些;
e.在同樣的磨削條件下,用樹脂結合劑砂輪比陶瓷結合劑砂輪的硬度要高1~2小級;
f.砂輪旋轉速度高時,砂輪的硬度可選軟1~2小級;
g.用冷卻液磨削要比干磨時的砂輪硬度高1~2小級。
4、結合劑的選擇應根據磨削方法,使用速度和表面加工要求等條件予以考慮。
最常用的砂輪結合劑有陶瓷結合劑(V)和樹脂結合劑(B)。
陶瓷結合劑是一種無機結合劑,化學性能穩定、耐熱、抗腐蝕性好,氣孔率大,這種結合劑制造的砂輪磨削效率高、磨耗小,能較好地保持砂輪的幾何形狀,應用范圍最廣。砂輪適于磨削普通碳鋼、合金鋼、不銹鋼、鑄鐵、硬質合金、有色金屬等。但是,陶瓷結合劑砂輪脆性較大,不能受劇烈的振動。一般只能在35米/秒以內的速度下使用。。
樹脂結合劑是一種有機結合劑,這種結合劑制造的砂輪強度高,具有一定的彈性,耐熱性低,自銳性好,制作簡便,工藝周期短。可制造工作速度高于50米/秒的砂輪和很薄的砂輪。它的應用范圍僅次于陶瓷結合劑,廣泛用于粗磨、荒磨、切斷和自由磨削,如磨鋼錠,鑄件打毛刺等。可制造高速、高光潔度砂輪,重負荷、切斷以及各種特殊要求的砂輪。
5、組織的選擇主要考慮工件所受的壓力、磨削方法、工件材質等。
組織是指砂輪中磨粒所占砂輪體積的百分比。砂輪組織等級的劃分是以62%的磨粒體積百分數為“0”號組織,磨粒體積每減2%,其組織增加一號,依此類推,共分15個號。號數越大,組織越松。
組織緊密的砂輪能磨出較好的工件表面,組織疏松的砂輪,因空隙大,可以保證磨削過程中容納磨屑,避免砂輪堵塞。通常粗磨和磨削較軟金屬時,砂輪易堵塞,應選用疏松組織的砂輪;成型磨削和精密磨時,為保持砂輪的幾何形狀和得到較好的粗糙度,應選用較緊密組織的砂輪;磨削機床導軌和硬質合金工具時,為減少工件熱變形,避免燒傷裂紋,宜采用松組織的砂輪;磨削熱敏性大的材料、有色金屬、非金屬材料宜采用大于12#組織的砂輪。
6、形狀和尺寸的選擇應根據磨床條件和工件形狀來選擇。
常用砂輪形狀有平形砂輪(P)、單面凹砂輪(PDA)、雙面凹砂輪(PSA)、薄片砂輪(PB)、筒形砂輪(N)、碗形砂輪(BW)、碟形一號砂輪(D1)等。
每種磨床所能使用的砂輪形狀和尺寸都有一定的范圍。在可能的條件下,砂輪的外徑應盡可能選得大一些,以提高砂輪的線速度,獲得較高的生產率和工件表面質量,砂輪寬度增加也可以獲得同樣的效果。。
現國標砂輪書寫順序:砂輪代號、尺寸(外徑×厚度×孔徑)、磨粒、粒度、硬度、組織、結合劑、最高工作線速度。
例示:P400×150×203A60L5B35
二、金剛石砂輪的選擇
金剛石砂輪比用碳化硼、碳化硅、剛玉等一般磨粒制成的砂輪刃角鋒利、磨耗小、壽命長、生產率高、加工質量好,但價格昂貴,因而適用于精磨硬質合金、陶瓷、半導體等高硬度脆性難加工材料。。
金剛石砂輪的特征包括磨料種類、粒度、硬度、濃度、結合劑、砂輪形狀與尺寸。
磨料:廣泛使用人造金剛石(JR),根據它的結晶形狀和顆粒強度,分各種型號,按其特定用途選型號。
粒度:要以工件粗糙度、磨削生產率和金剛石的消耗三個方面綜合考慮。
硬度:只有樹脂結合劑金剛石砂輪才有“硬度”這一特性。一般采用S(Y1)級或更高。
結合劑:常用的結合劑有四種,其結合能力和耐磨性以樹脂、陶瓷、青銅、電鍍金屬為序,依次漸強。樹脂結合劑金剛石砂輪磨削效率高,被加工工件粗糙度好,適用范圍廣,自銳性好,不易堵塞,發熱量小,易修整,主要用于精磨工序。陶瓷結合劑金剛石砂輪主要用于各種非金屬硬脆材料、硬質合金、超硬材料等的磨削。
濃度:濃度選擇要根據使用砂輪的粒度、結合劑、形狀、加工方法、生產效率及砂輪壽命的要求而定。高濃度金剛石砂輪保持砂輪形狀的能力強,低濃度砂輪磨削時,金剛石的消耗往往更低些,應根據需要酌情選取。
形狀和尺寸:按工件的形狀、尺寸和機床條件選用。
三、立方氮化硼(CBN)砂輪的選擇
立方氮化硼(CBN)砂輪的立方氮化硼顆粒粘在普通砂輪表面只有很薄一層,其磨粒韌性、硬度、耐用度是剛玉類砂輪的100倍,最適于加工硬度高、粘性大、高溫強度高、熱傳導率低的難磨鋼材及高速或超高速磨削。其應用范圍與人造金剛石起著互相補充的作用。金剛石砂輪在磨削硬質合金和非金屬材料時,具有獨特的效果,但在磨削鋼料時,尤其是磨削特種鋼時,效果不顯著。立方氮化硼砂輪磨削鋼件的效率比剛玉類砂輪要高近百倍,比金剛石砂輪高五倍,但磨削脆性材料不及金剛石。
立方氮化硼砂輪的選擇和金剛石砂輪的選擇相類似。但在結合劑選用上,大部分是樹脂結合劑,次之是電鍍,金屬結合劑。陶瓷結合劑CBN砂輪主要用于鈦合金、高速鋼、可鍛鑄鐵等難加工的黑色金屬的磨削,樹脂結合劑CBN砂輪適用于磨削鐵磁性材料,是加工鋼材的理想選擇。CBN砂輪濃度一般在100%~150%間選用較經濟合理,它不能用普通切削液,需特殊的切削液。
四、大氣孔砂輪的選擇
大氣孔砂輪在磨削時具有不易被堵塞、耐用度高和切削能力強等優點。適用于軟金屬和塑料、橡皮和皮革等非金屬材料的粗、精磨。同時,它具有散熱快的特點,所以在磨削一些熱敏性大的材料、薄壁工件和干磨工序中(例如刃磨硬質合金刀具和機床導軌等)有良好的效果。
大氣孔砂輪和一般陶瓷結合劑砂輪的制造方法基本一樣。不同點是在配料中外加一定量的增孔劑,它在砂輪燒結前完全揮發或被燒燼,從而產生大氣孔。
大氣孔砂輪生產范圍是:磨料一般選擇碳化物和剛玉等,如常用的有黑碳化硅(C)、綠碳化硅(GC)和白剛玉(WA)等幾種,這些磨料的硬度高、性脆而鋒利,具有良好的導熱和導電性能;磨料粒度(36#~180#);結合劑(陶瓷結合劑);硬度(G~M各級);形狀(平形、杯形、碗形或碟形等);氣孔尺寸(約0.7~1.4毫米)。
一般來講,砂輪出廠時都會標識一行數值,一般的順序都是形狀代號、尺寸、磨料、粒度號、硬度、組織號、結合劑和允許的最高線速度。如“P400×40×127WA60L5V35”字母數字的具體解析如下:
“P”表示砂輪形狀為平行砂輪
“400×40×127”數字代表砂輪的尺寸大小(外徑×厚度×孔徑)“WA”表示砂輪磨料材質為白剛玉砂輪。“60”表示砂輪粒度,為60#粒度(偏精磨)。“L”表示砂輪的硬度為中軟。“5”表示砂輪的組織號,比較密實。“V”表示砂輪的結合劑,為陶瓷結合劑,比較脆。“35″表示砂輪線速度,35m/s速度為中等。
1. 磨削鋼時,選用剛玉類砂輪,磨削硬鑄鐵、硬質合金和非鐵金屬時,選用碳化硅砂輪。2. 磨削軟材料和硬材料時,分別選用硬砂輪和軟砂輪。3. 磨削軟而韌的材料時,選用粗磨料(如12~36#);磨削硬而脆的材料時,選用細磨料(如46~100#)。4. 磨削表面的粗糙度值要求較低時,選用細磨粒,金屬磨除率要求高時,選用粗磨粒。5. 要求加工表面質量好時,選用樹脂或橡膠結合劑的砂輪,要求最大金屬磨除率時,選用陶瓷結合劑砂輪。
六、常用砂輪
關于磨具硬度,有兩種說法:
一、磨具硬度是指結合劑在外力作用下,抵抗磨粒從磨具表面脫離的抵抗力,或稱為磨粒從磨具表面脫離的難易程度。
二、磨具的硬度是指結合劑和磨粒在工作中由于抵抗外力面從砂輪表面上破裂時的綜合強度
選擇砂輪的核心——看你對硬度了解多少?
磨具硬度反應的是結合劑把持磨粒的能力,而非魔力本身的硬度
選擇磨具硬度時,最基本的原則是:保證磨具在磨削過程中有適當的自銳性,避免磨具過大的磨損;保證磨削時不產生過高的磨削溫度。
前已述及,磨具硬度的高低與結合劑數量的多少有關,磨具的硬度越高,結合劑數量就要多,結合劑橋越粗壯,結合劑對磨料的把持力越大,使磨粒能承受較大的磨削力而不破碎或脫落。反之,磨具硬度低時,則結合劑對磨粒的把持力小,磨粒容易碎裂或脫落。因此,如果磨具的硬度選得過高,不僅使磨鈍的磨粒不易破碎或脫落而失去切削能力,而且也增加了磨具與工件之間的摩擦力,工件表面容易發熱而出現燒傷。為了及時除去磨鈍的磨粒,就必須頻繁地修整磨具,造成磨具的大量磨耗。如果磨具的硬度選得國軟,則磨粒還在鋒銳的時候就會脫落,從而造成不必要的磨損。同時,磨具磨損太快,其工作表面磨損極不均勻,還會影響工件的加工精度。
綜上所述,只有正確選擇磨具的硬度,才能保持其正常的磨削狀態,滿足加工的需要。特別是刃磨魔偶寫工具時,磨具硬度即使偏差一小級,都會影響刃磨質量,可見磨具硬度的影響是十分重要的。
選擇磨具硬度時,最基本的方法是:工件的硬度高,磨具的硬度就要低;工件硬度低,磨具的硬度就要高。因為工件硬度較低時,磨具上的磨粒切入工件所承受的壓力就相應較小,磨粒不易磨鈍,為使磨粒不會在磨鈍前就產生破碎或脫落,故選用硬度高一些的磨具比較合適;反之,工件硬度高時,磨粒切入工件所承受的壓力相應較大而變鈍,選用硬度較軟的磨具可及時產生自銳,保持磨具的磨削性能。但是工件材料更軟而且韌性又大時(如軟青銅、黃銅等,由于切下的金屬切削容易堵塞磨具,所以應選用粒度較粗的硬度較軟的磨具來加工為宜。
磨具的硬度也是影響磨削區域溫度高低的重要因素。磨削熱導率低的工件(如合金鋼時),由于工件表面溫度相對較高,因此往往容易產生燒傷、裂紋,此時就應選擇硬度較低、組織較松的砂輪,同時還要加強冷卻,這樣才能有效避免工件的燒傷。同樣,磨削薄形工件時,也需采用組織較松、硬度較低的砂輪。當磨削薄壁空心工件的外圓時,砂輪的硬度較之磨實心工件時低些,這也是為了防止磨削溫度升高而引起工件變形之故。
選擇磨具時硬度時,一般還要考慮以下情況
1、磨具與工件接觸面積大時,磨具的硬度應選的低一些,以免工件發熱過高而影響磨削質量。例如,立軸平磨所用的磨具硬度較低;平磨磨削和內軟磨削所用的砂輪硬度比外圓磨削用的砂輪硬度低。但在磨細而長的內孔時,由于砂輪速度低,砂輪容易磨損而使工件產生錐度(喇叭口),因而砂輪的硬度又要比一般內圓磨時高些。同樣,磨小孔徑的工件可采用較硬的的砂輪,磨大孔徑的工件則應采用較軟的砂輪。
2、磨斷續的表面和鑄件打毛刺時,應該選用硬級或超硬級的砂輪;重負荷磨鋼坯時,也應選硬級或超硬級的砂輪,以免砂輪磨損太快。
3、修整用的代金剛石磨具(砂輪或油石),由于修整時的壓力較大,需要較高的硬度,因此常采用超硬級的磨具。
4、重型磨床和剛性較好的磨床,由于它們在磨削時的振動較小,磨粒不容易被破壞,因此可用硬度較低的砂輪。
5、外圓切入磨削時,為避免工件燒傷,砂輪硬度應比軸向進給時低些。
6、自動走刀的磨床可以比手動走刀的磨床用較軟的砂輪。
7、加工表面要求粗糙度值越小,工件尺寸要求越精確時,應選擇硬度較低的砂輪,以避免磨削發熱過多,工件表層組織變壞。例如,用超軟級鏡面磨削樹脂結合劑砂輪,可以磨出粗糙度Rz為0.05μm的表面,但是,對于一般精磨用砂輪,硬度又要高些,否則會由于砂輪工作表面產生不均勻磨損而影響工件的加工精度。
8、工件表面出現的劃痕,常與磨具硬度選擇不當有關。當磨具硬度太低時,磨粒容易脫落,于是由于擠壓或摩擦的作用,脫落的磨粒會劃傷工件表面,因而此時要適當提高磨具的硬度。
9、干磨時工件容易發熱,應比濕磨時選用軟1~2小級的砂輪。
10、生產效率要求較高時,可以選用軟一些的砂輪,以利于砂輪的自銳,減少修整次數。但砂輪的磨損會相應的增加,因而在技術經濟指標上要進行全面的分析比較。
11、高速磨削時,當進給速度不變,則磨粒切下的切屑變薄,磨粒承受的切削力相應減小,砂輪的磨損也就慢些,此時為了改善砂輪的自銳情況,其硬度就要比普磨磨削時軟1~2小級,這是高速精磨時的情況。同樣,對于一些不平衡的工件(如曲軸等),由于磨削時的工件速度不能太高,因此砂輪的硬度也要選得低一些,以免燒傷工件。以提高切削效率為主要目的的高速磨削,切入進給量要加大,此時磨粒上承受的磨削力增加。為了保證磨粒不過早脫落,砂輪的硬度就應比普通磨削時高1~2小級。
12、磨鋼球(滾珠)時,應選超硬級的砂輪;一般切斷工件,砂輪的硬度應選中至中硬級。
13、刃磨硬質合金和高速鋼刀具時,應選擇J~G硬度的砂輪。
14、成形磨削時,為了保持工件的正確幾何形狀,砂輪的磨損不應太大,因此砂輪的硬度應高一些。