采用通用五軸加工中心的齒輪多軸銑削加工,由于其具有高度柔性化,廣泛應(yīng)用于新型齒輪的快速原型制造、大型齒輪個(gè)性化加工以及齒輪修復(fù)等領(lǐng)域。
目前,關(guān)于齒輪多軸銑削主要集中于刀具路徑規(guī)劃,郭二廓等提出一種漸開線圓柱齒輪立銑刀包絡(luò)銑削加工方法,建立刀具路徑規(guī)劃與齒面精度特性匹配關(guān)系;GUO 等推導(dǎo)出立銑刀側(cè)銑加工齒輪的齒廓誤差模型,研究了刀具進(jìn)給策略、齒輪幾何參數(shù)對(duì)齒廓誤差的影響;SHI 等在圓柱齒輪銑削中提出了粗糙 度約束的刀具路徑規(guī)劃方法。ALVAREZ 等采用不同的加工策略完成螺旋錐齒輪銑削加工,通過誤差分析實(shí)現(xiàn)刀具路徑優(yōu)化;上述刀具路徑規(guī)劃研究從幾何學(xué)角度論證齒廓表面精度與加工參數(shù)之間的約束關(guān)系。然而在實(shí)際加工中,加工參數(shù)確定還受到切削力這一物理表征的影響,不當(dāng)?shù)募庸?shù)的選擇,往往導(dǎo)致銑削力急劇增加,加速刀具磨損,無法獲得滿意的齒輪表面精度和尺寸精度。因此,實(shí)現(xiàn)齒輪銑削過程的切削力精準(zhǔn)預(yù)測是齒輪銑削參數(shù)確定與優(yōu)化的基礎(chǔ)。
切削力的計(jì)算要求精確表征切觸區(qū)域。目前關(guān)于切觸區(qū)域計(jì)算主要分為實(shí)體法、離散法和解析法 3 種。實(shí)體法是通過刀具與工件實(shí)體模型之間布爾運(yùn)算確定出切觸區(qū)域。YANG 等在 NX 軟件中,利用刀具回轉(zhuǎn)面的可能切觸面修剪刀具掃掠體得到切觸區(qū)域;BOZ 等利用 Parasolid 實(shí)體建模引擎,通過修剪刀具掃掠體與工件之間的相交面獲取切觸區(qū)域;植俊杰等基于 NX 二次開發(fā)技術(shù),從更新實(shí)體幾何模型中提取出切觸區(qū)域。離散法主要是通過判斷離散化的刀具和工件是否相交確定出切觸區(qū)域;董永亨等基于改進(jìn)的 Z?MAP 法識(shí)別了球頭銑刀加工時(shí)瞬時(shí)切觸狀態(tài);WEI 等對(duì) Z?MAP 方法進(jìn)行了改進(jìn),將邏輯數(shù)組的標(biāo)識(shí)功能引入,提高了刀具接觸區(qū)的計(jì)算效率;QIN 等借鑒多軸銑削切觸區(qū)域的解析模型,引入了改進(jìn)的 Z?MAP 方法,該方法在切觸區(qū)域計(jì)算過程中僅需要更新刀具的離散模型,獲得較高計(jì)算精度的同時(shí)減少計(jì)算時(shí)間。解析法采用空間曲線表示切觸區(qū)域,進(jìn)而通過降維方法進(jìn)行求解。魏兆成等在多軸銑削加工中分別將切觸區(qū)域簡化邊界曲線的求解問題,進(jìn)而提出了基于半解析建模的切觸區(qū)域計(jì)算方法。
銑刀的每一次齒廓包絡(luò)銑削可視為三軸銑削加工,同時(shí)變刀具進(jìn)給方向的復(fù)雜曲面銑削比較,其刀具路徑數(shù)量相對(duì)較少。上述切觸區(qū)域 3 種計(jì)算方法中,實(shí)體法具有較高的計(jì)算精度,適用于三軸加工,計(jì)算效率能夠滿足仿真需要。離散法具有較高的計(jì)算效率,但工件和刀具的離散化處理往往導(dǎo)致較低的計(jì)算精度,很難平衡計(jì)算效率和計(jì)算精度之間的矛盾。解析法在滿足一定計(jì)算精度的要求下,具有較高的計(jì)算效率,然而對(duì)于直齒輪銑削過程,其在表示工件表面的漸開面與表示刀具掃掠面的球面的求交計(jì)算上,計(jì)算過程復(fù)雜繁冗,且針對(duì)不同工況下的適應(yīng)度較差。因此,針對(duì)圓柱直齒輪銑削,采用實(shí)體法提取切觸區(qū)域,在滿足仿真計(jì)算效率的基礎(chǔ)上,能夠獲得較高的計(jì)算精度,同時(shí)規(guī)避離散法精度缺陷,以及解析法中漸開面與球面的復(fù)雜求交問題。
綜上所述,本文以直齒輪為對(duì)象,基于實(shí)體建模的方法實(shí)現(xiàn)其銑削過程刀具與工件切觸區(qū)域的仿真分析。首先,在齒輪銑削運(yùn)動(dòng)模型以及代加工齒廓數(shù)學(xué)模型描述的基礎(chǔ)上,基于等殘余高度法,規(guī)劃齒輪銑削刀具路徑;其次,構(gòu)建刀具掃掠體,通過掃掠體與齒輪工件幾何模型布爾運(yùn)算實(shí)現(xiàn)工件幾何模型的更新;在更新齒丕幾何實(shí)體模型上識(shí)別出齒輪銑削切觸區(qū)域,進(jìn)而確定出切入角和切出角;最后,通過實(shí)際加工后的切觸區(qū)域結(jié)果與仿真結(jié)果對(duì)比驗(yàn)證該方法的有效性和準(zhǔn)確性。
一、齒輪銑削過程數(shù)學(xué)模型
坐標(biāo)系定義
為便于準(zhǔn)確描述齒輪銑削過程中的刀具與工件的相對(duì)位置關(guān)系,建立如圖 1 所示的坐標(biāo)系。直齒輪銑削過程中,所有輪齒具有相同銑削加工策略;在單個(gè)輪齒的銑削過程中,銑刀在齒高方向上以空切的方式移動(dòng)刀具,再以齒寬方向即沿齒輪軸向進(jìn)給完成材料銑削去除,重復(fù)齒高方向移刀和齒寬方向切削直至加工出整個(gè)齒面。坐標(biāo)系統(tǒng)中定義的坐標(biāo)系為:
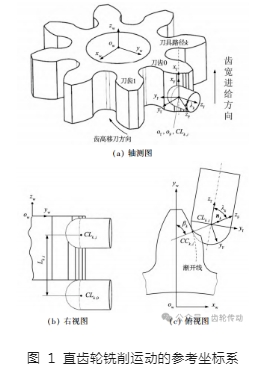
oW ?xW yW zW (簡稱{ SW })為工件坐標(biāo)系,是描述工件幾何模型和刀具運(yùn)動(dòng)的基準(zhǔn)坐標(biāo)系,與齒輪固定連接,其原點(diǎn) oW 位于齒輪上端面的回轉(zhuǎn)中心,坐標(biāo)軸 oW yW 與 0 號(hào)刀齒齒廓中心線重合,坐標(biāo)軸 oW zW 與齒輪軸線重合。
oF ?xF yF zF(簡稱{SF })為描述刀具進(jìn)給運(yùn)動(dòng)的進(jìn)給坐標(biāo)系,原點(diǎn) oF 位于球頭銑刀球心,其在{ SW }下的位置即為刀位點(diǎn) CLk,i(下標(biāo) k、i 表示刀具路徑 k 上第 i 個(gè)刀位點(diǎn));坐標(biāo)軸 oF zF 方向?yàn)槔硐霛u開面的法向 nk,由漸開線面幾何特性可知,刀具沿路徑 k 直線進(jìn)給中,任一刀位點(diǎn) CLk,i 處 oF zF 具有相同法向 nk;oF zF 與 oW zW 之間的夾角為 βk,是描述{SF}和{SW}之間關(guān)系的坐標(biāo)變換角度;坐標(biāo)軸 oF xF 平行于齒輪軸線,與坐標(biāo)軸 oWzW 方向一致,即平行于刀具進(jìn)給方向,{SF}符合右手定則。
oT ?xT yT zT (簡稱{ST })為刀具坐標(biāo)系,原點(diǎn) oT 固定于刀具球心處,與 oF 重合;坐標(biāo)軸 oT zT 重合于刀具軸線,且使刀具遠(yuǎn)離工件表面方向?yàn)檎?{ ST } 可以表示為{SF}圍繞其自身軸線 oF xF 旋轉(zhuǎn)(逆時(shí)針為正,順時(shí)針為負(fù))所構(gòu)造的坐標(biāo)系,旋轉(zhuǎn)角度 λk 為 oF zF 和 oT xT 之間的夾角,即為所定義的刀具偏角;由{ ST} 和{ SF}定義可知,坐標(biāo)平面 yF zF 平行于坐標(biāo)平面 yT zT ,同時(shí)也平行于直齒輪端面,即定義多軸加工的刀具傾角為 0。
變換矩陣
描述切觸區(qū)域的切入角和切出角是在刀具坐標(biāo)系{ST}下,然而其計(jì)算過程需要在工件坐標(biāo)系{ SW} 實(shí)現(xiàn),因此需要描述二者之間的變換關(guān)系。
{ST}相對(duì)于{SF}的其次坐標(biāo)變換矩陣為:
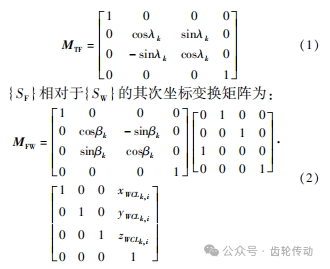
式中:xWCLk,i 、yWCLk,i 、zWCLk,i為刀位點(diǎn) CLk,i在{SW}下的坐標(biāo),三者與初始刀位點(diǎn) CLk,0的坐標(biāo)之間的關(guān)系為:
式中:Lk,i為刀具在刀位點(diǎn) CLk,i 處相對(duì)于初始刀位點(diǎn) CLk,0的走刀長度。
{ST}相對(duì)于{SW}的其次坐標(biāo)變換矩陣為:
待加工齒廓數(shù)學(xué)模型
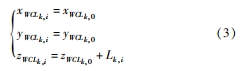
切觸區(qū)域計(jì)算需要精確描述代加工工件模型;對(duì)于直齒輪,代加工工件的表面為漸開面等距面,其可以表示為代加工齒廓沿軸線拉 伸所形成的幾何體。齒輪銑削精加工完成齒廓漸開線的最終包絡(luò),其前一道工序半精加工之后的待加工齒廓為包含加工余量的漸開線等距線。圖 2 為直齒輪端面齒廓示意圖。漸開線齒廓 A′B′上任意一點(diǎn) P′的坐標(biāo)為:
式中:rb 為基圓半徑,α 為壓力角,ΩS 為 1/2 基圓齒厚對(duì)應(yīng)的圓心角,ΩS = π/ 2z + θn ,θn 為展角,θn = tan(αn)-αn,αn 為分度圓壓力角,z 為齒數(shù)。
漸開線 A′B′上任意一點(diǎn) P′的法相矢量為:
根據(jù)式(5)和式(6),則待加工齒廓上任意一點(diǎn) P 方程為:
式中:T 為半精加工余量。
二、刀具路徑規(guī)劃
切觸區(qū)域的計(jì)算需要精確描述刀具在工件坐標(biāo)系下的位置即刀位點(diǎn);由式(7)可知,在設(shè)定走刀長度和初始刀位點(diǎn) zWCLk,0坐標(biāo)之后,刀位點(diǎn) CLk,i的計(jì)算主要取決的刀位點(diǎn) CLk,0的 xWCLk,0、yWCLk,0兩個(gè)坐標(biāo),因此直齒輪銑削刀具路徑規(guī)劃主要指齒高方向的路徑規(guī)劃。
齒輪銑削刀具路徑規(guī)劃主要有兩種方式:一是采用自由曲面包絡(luò)法,該方法將齒輪漸開面擬合成自由曲面,采用 CAM 軟件曲面自由銑削功能自動(dòng)實(shí)現(xiàn)刀具路徑規(guī)劃;二是漸開線包絡(luò)法,將漸開線視為球頭銑刀在刀位點(diǎn)處所形成的包絡(luò)線;相對(duì)于自由曲面包絡(luò)法,漸開線包絡(luò)法將齒廓的幾何特性、精度要求和刀具參數(shù)進(jìn)行統(tǒng)一表示,不僅建立三者之間的直接聯(lián)系,也避免自由曲面構(gòu)造所產(chǎn)生的精度損失,具有較高的計(jì)算精度和刀具路徑規(guī)劃效率;基于此,本文采用基于等殘留高度的漸開線包絡(luò)法規(guī)劃刀具路徑,計(jì)算出刀位點(diǎn)。
將初始刀位點(diǎn)投影于{SW}的坐標(biāo)平面 yW zW ,建立如圖 3 所示的端面齒廓齒高方向刀位點(diǎn)計(jì)算示意圖,CCk,0 、CLk,0分別為刀具路徑 k 處的初始刀觸點(diǎn)和初始刀位點(diǎn);ε1 為理論漸開線齒廓曲線,是不同刀位點(diǎn)CLk,0處半徑為 R 刀具圓弧形成的包絡(luò)線;ε2 為殘留高度 h 殘留點(diǎn)所在曲線,ε3 為刀位點(diǎn) CLk,0 所在曲線,曲線 ε2 、ε3 均為漸開線等距曲線。
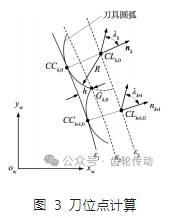
由圖 3 可知,Gk,0 為殘留高度點(diǎn),是曲線 ε2 和刀位點(diǎn) CLk,0處刀具圓弧交點(diǎn),Gk,0點(diǎn)可通過式(8)求取。
刀位點(diǎn) CLk + 1,0 與 Gk,0 之間的距離為R,同時(shí) CLk+1,0點(diǎn)位于曲線 ε3 上,根據(jù)這一幾何關(guān)系,CLk+1,0 點(diǎn)可通過式(9)求取。
聯(lián)立式(8)和式(9),在已知初始刀位點(diǎn) CLk,0下,可以通過迭代方法求取出所有刀位點(diǎn),完成齒高方向刀具路徑規(guī)劃。
三、實(shí)體法切觸區(qū)域仿真計(jì)算流程
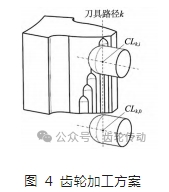
如圖 4 所示,直齒輪銑削過程中,刀具采用沿齒寬方向直線進(jìn)給,在刀具路徑 k 上各刀位點(diǎn)處的切觸區(qū)域完全相同;突出重點(diǎn),本文僅研究正常切削階段切觸區(qū)域計(jì)算,忽略刀觸點(diǎn)位于齒頂圓處非正常切削的首條刀具路徑切觸區(qū)域計(jì)算。便于仿真結(jié)果與加工試驗(yàn)結(jié)果對(duì)比以及減少仿真計(jì)算時(shí)間,以單個(gè)齒為銑削對(duì)象,設(shè)置刀具路徑 k 初始刀位點(diǎn) CLk,0 為切削開始點(diǎn),刀位點(diǎn) CLk,i為切削停止點(diǎn),并以該停止點(diǎn)作為刀具路徑 k 的切觸區(qū)域提取刀位點(diǎn)。
實(shí)體法切觸區(qū)域提取過程為:
步驟 1:產(chǎn)生刀位點(diǎn)。根據(jù)輸入刀具參數(shù)、工件參數(shù)以及切削參數(shù),結(jié)合漸開線齒廓數(shù)學(xué)模型、等殘留高度法進(jìn)行刀具路徑規(guī)劃,計(jì)算出刀位點(diǎn);
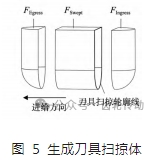
步驟 2:生成刀具掃掠體。如圖 5 所示,建立刀位點(diǎn) CLk,0和刀位點(diǎn) CLk,i刀具掃掠輪廓線,構(gòu)造出刀具掃掠面 FSwept、刀位點(diǎn) CLk,0 處刀具回轉(zhuǎn)面的切入部分 FIngress、刀位點(diǎn) CLk,i處刀具回轉(zhuǎn)面的切出部分 FEgress,將上述 3 個(gè)面通過縫合方法建立刀具掃掠體;
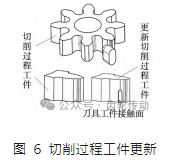
步驟 3:切削過程工件更新。如圖 6 所示,通過待加工齒廓數(shù)學(xué)模型構(gòu)造工件幾何實(shí)體模型,將生成的刀具掃掠體和切削過程工件進(jìn)行布爾求差,得到更新后的切削過程工件;
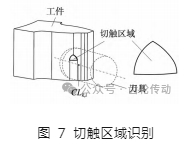
步驟 4:切觸區(qū)域識(shí)別。如圖 6 和圖 7 所示,刀具掃掠體與切削過程工件相交,將會(huì)在更新的過程工件中產(chǎn)生一些列接觸面;切觸區(qū)域位于接觸面內(nèi),同時(shí)切觸區(qū)域也是部分刀具回轉(zhuǎn)面;當(dāng)采用球頭銑刀進(jìn)行精加工時(shí),僅有球頭部分進(jìn)行切削,因此切觸區(qū)域?yàn)榍蛎娴囊徊糠?根據(jù)這一特點(diǎn),從更新后的切削過程工件中,圓心位于刀位點(diǎn)處 CLk,i具有球面幾何特性的面即為切觸區(qū)域;
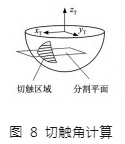
步驟 5:切觸角計(jì)算。如圖 8 所示,在刀具坐標(biāo)系下,利用平行于刀具軸線的一組平面和代表刀具接觸區(qū)域的球面進(jìn)行求交,得到所有相交的圓弧,通過圓弧端點(diǎn)計(jì)算出刀具切入角和切出角;
步驟 6:判斷是否完成所有刀具路徑切觸區(qū)域提取,如未完成,繼續(xù)下一刀具路徑切觸區(qū)域提取,直至遍歷完所有刀具路徑。
在以上步驟中,涉及到實(shí)體模型布爾運(yùn)算的步驟 2 ~ 步驟 4 是在{SW}中完成的,步驟 5 是在{ST}中完成的。
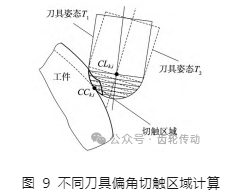
如圖 9 所示,同一刀位點(diǎn),當(dāng)其余切削參數(shù)恒定不變的情況下,僅改變刀具偏角,形成的 T1 和 T2 兩種不同刀具姿態(tài)下的切觸區(qū)域具有相同的幾何特征;在已知刀具姿態(tài) T1 的切觸區(qū)域時(shí),可通過刀具姿態(tài) T2 的所在的刀具坐標(biāo)系下利用曲面分割計(jì)算新的切觸角度區(qū)間,減少重復(fù)計(jì)算所導(dǎo)致的時(shí)間消耗。
四、仿真實(shí)例與試驗(yàn)驗(yàn)證
為驗(yàn)證實(shí)體法在齒輪銑削過程切觸區(qū)域提取方法的有效性,本節(jié)對(duì)切削仿真實(shí)例和切削試驗(yàn)進(jìn)行描述。
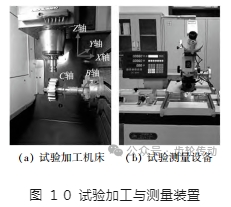
試驗(yàn)加工與測量裝置
如圖 10a 所示,齒輪銑削加工采用五軸加工中心德瑪吉 DMU50,B 軸固定,C 軸回轉(zhuǎn)實(shí)現(xiàn)工件的分度和刀具偏角的設(shè)定,X 軸直線進(jìn)給實(shí)現(xiàn)刀具沿齒輪軸向的切削運(yùn)動(dòng),Y 軸和 Z 軸的直線進(jìn)給實(shí)現(xiàn)刀具在齒槽中的定位。
工件材料為 45 號(hào)鋼,齒輪模數(shù) mn = 6 mm,齒數(shù) z = 20,分度圓壓力角 αn = 20°,齒頂高系數(shù) h∗a = 1,頂隙系數(shù) c∗= 0.25。
刀具采用整體式硬質(zhì)合金球頭銑刀,其半徑 R = 3 mm,齒數(shù)為 2,螺旋角為 15°,主軸轉(zhuǎn)速為 3000 r/ min, 每齒進(jìn)給量為 0.05 mm/r,刀具偏角 λk = 60°,齒廓?dú)埩舾叨?h = 0.03 mm,齒廓半精加工余量 T = 0.3 mm。
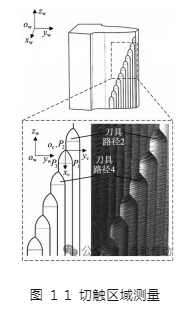
切觸區(qū)域邊界曲線測量采用圖10b 所示的19JPC?V 數(shù)顯萬能工具顯微鏡,測量平面坐標(biāo)系 oC ?xC yC 與測量工作臺(tái)面平行,也平行于{SW}的坐標(biāo)平面 yW zW;測量時(shí),將單齒工件放置于角度規(guī)上,測量基準(zhǔn)點(diǎn)位于各個(gè)切觸區(qū)域 P2點(diǎn)。圖 11 為加工后工件表面,具有清晰的刀具和工件切觸區(qū)域邊界痕跡。
試驗(yàn)加工結(jié)果與仿真分析結(jié)果對(duì)比
圖 11 中刀具路徑 2 和 4 的測量結(jié)果與仿真計(jì)算結(jié)果的對(duì)比如圖 12 所示,曲線 P1P2 和曲線 P2P3 的實(shí)際測量結(jié)果與仿真計(jì)算結(jié)果基本一致;曲線 P1P3 在實(shí)際工件表面中,由于工件的滑移變形,該邊界曲線比較模糊,難以辨識(shí),而實(shí)際測量結(jié)果可以看出,P1 點(diǎn)和 P3 點(diǎn)及其相鄰點(diǎn)的測量結(jié)果與仿真結(jié)果相一致,同時(shí)相鄰測量點(diǎn)趨近于代表刀具痕跡的直線,間接說明曲線 P1P3 實(shí)際測量結(jié)果與仿真計(jì)算結(jié)果具有一定的吻合度。切觸區(qū)域邊界曲線的微小誤差是由測量誤差和工件表面塑性變形的影響所導(dǎo)致的。若排除測量誤差和工件表面變形的影響,試驗(yàn)結(jié)果與仿真結(jié)果基本一致,從而證實(shí)了本文所提出切觸區(qū)域仿真分析方法的準(zhǔn)確性。
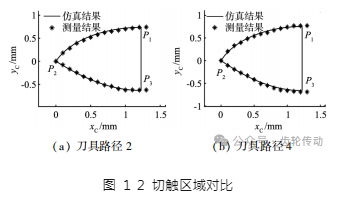
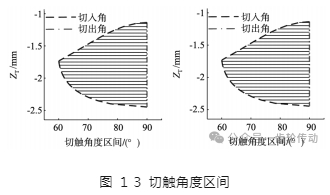
圖 13 所示分別為刀具路徑 2 和 4 通過仿真計(jì)算出的切入角和切出角。
五、結(jié)論
本文基于實(shí)體建模技術(shù),提出了一種圓柱直齒輪的多軸銑削精加工球頭銑刀與工件瞬時(shí)切觸區(qū)域提取的仿真分析方法,通過試驗(yàn)對(duì)該方法的有效性和準(zhǔn)確性進(jìn)行了驗(yàn)證,具體的研究成果為:
(1)在直齒輪銑削運(yùn)動(dòng)模型和齒廓數(shù)學(xué)模型描述的基礎(chǔ)上,構(gòu)造了基于等殘留高度法的刀具路徑規(guī)劃方法;
(2)基于實(shí)體仿真方法,通過刀具掃掠體與工件之間的布爾運(yùn)算,實(shí)現(xiàn)直齒輪銑削過程材料去除;從更新后的切削過程工件中,準(zhǔn)確識(shí)別出切觸區(qū)域。
(3)切觸區(qū)域試驗(yàn)測量結(jié)果與仿真結(jié)果相一致,驗(yàn)證了本文所提出的基于實(shí)體模型的直齒輪銑削過程切觸區(qū)域提取方法的有效性和準(zhǔn)確性。
參考文獻(xiàn)略.