針對某變速器發生異響展開研究,鎖定問題發生的根本原因是圓度不合格,進而將故障發生時間鎖定在齒輪軸的外圓高精磨削加工過程中。識別出 5 個對圓度影響顯著的因子。通過中心復合響應曲面方法設計出因子及因子的水平,利用 Minitab 軟件,生成 108 次隨機試驗矩陣。對 108 次試驗結果進行分析發現,模型一階項、二階平方項對異響的影響顯著,二階交互的作用不顯著。通過殘差分析驗證了模型符合假設,進而得到模型回歸方程的最優解。同時,基于模型,調整了因子參數,縮短了加工時間,提升了生產效率,解決了高精磨削加工過程中的圓度不合格問題。研究表明,該方法可以識別出模型中彎曲、非線性關系,進而得到全局最優。同時,所建立的模型為零件加工過程參數調整提供了依據。
齒輪軸等零件廣泛應用于汽車制造的各個領域,特別是汽車動力系統。隨著《節能與新能源汽車技術路線圖2.0》 的發布,節能與新能源技術路線變得清晰。從國家戰略來看,節能汽車、新能源汽車、智能網聯汽車已被提升到核心戰略發展地位。從市場前景來看,到 2035 年新能源汽車將成為市場主流產品。2021 年,新能源汽車產銷量雙雙突破 350 萬輛,同比增長 1.6 倍。在新能源汽車動力傳動系統領域,整車驅動單元由傳統發動機變化為電機驅動,整車變得更安靜,對整車傳動系統噪聲、振動和聲振粗糙度(noise,vibration & harshness,NVH)性能的要求變得更高。為實現更好的 NVH 性能,齒輪軸磨削工藝多以高精磨削加工為主。但在現實的加工過程中,即使使用高精度加工設備,還是會存在尺寸超差,零件尺寸過程能力不足,導致動力系統發生異響。因此,通過優化加工過程中的設備參數,使零件尺寸合格、加工過程穩定,對提升產品質量具有重要的實用價值和現實意義。
當前,響應曲面法作為一種優化方法開始在各個行業運用:在電力系統,對電子水泵葉輪進行了優化;在芯片行業,對 SiC 單晶片切割過程進行了多目標優化;在鐵路系統,對磁懸浮開關磁阻電機進行了優化;在汽車行業,對渦輪增壓器廢氣閥門激光焊接工藝進行了優化研究。同時,為了響應曲面法,各領域也將所獲得的模型用于預測與預控制。本研究通過對高精磨削過程參數進行響應曲面試驗分析,實現了對過程控制參數的優化,并最終通過所獲得的模型,進行預測控制,實現了對高精磨削加工參數設置的指導。
1、問題研究分析
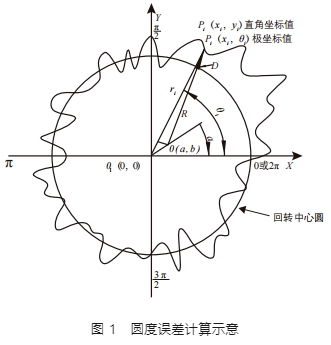
高精磨削工藝主要用來提升零件表面光潔度和圓度。其中,圓度誤差對NVH性能的影響尤為顯著。如圖1所示,零件加工過程中的圓度誤差實際為被加工件繞軸心旋轉一周所形成的圓軌跡與理想圓之間的差異,因此圓度誤差包含了傳動系統在旋轉方向上的傳遞誤差。
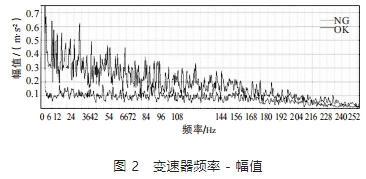
生產過程中,對變速器進行下線檢測發現,某些變速器出現異響后,可進一步使用 NVH 專用測試設備進行分析,采集振動信號,形成變速器的頻率幅值,如圖 2 所示。其中,橫坐標表示頻率,縱坐標表示該振動頻率下對應的幅值。測試過程中出現異響的變速器用NG表示,合格變速器用 OK 表示。NG 變速器在各個頻率范圍內的振動值均超過 OK 變速器,尤其在低頻率區間范圍內。
進一步對故障批次與合格變速器零件進行檢測,得到故障件的傅里葉分析結果,如圖 3 所示,橫坐標對應的頻率為 0~500 Hz,縱坐標對應的振幅為 0~0.5μm。虛線為合格評價曲線,超出此曲線的傅里葉階次為異常。通過分析發現,零件呈現某些異常故障階次,導致圓度超差。通過機加工序排查,鎖定問題發生在齒輪軸高精磨削加工過程中,需要對加工過程參數進行優化。
2、響應曲面設計方法
試驗設計(design of experiment,DOE)能有效地幫助改進過程,識別關鍵因子,改善產品質量。DOE 參數優化方法眾多,有兩水平全因子設計、部分因子設計、裂區因子設計、Plackett-Burman設計、響應曲面設計、田口設計等。
解決問題的目的不同,選用的方法也不同:在優化過程中,改變某些因子較為困難或每次改變付出的成本非常高時,可以采用裂區因子設計法,將難以改變的因子水平在多個試驗過程中保持恒定,減少因子的變化;在問題發生的初始階段,影響問題發生的原因非常多,如果直接使用全因子設計或響應曲面設計,試驗的次數非常多,可以采用 Plackett-Burman 設計;在找到關鍵因子后,可通過響應曲面設計,尋找最優方案。
響應曲面設計理論
響應曲面設計是一組有助于深入了解和優化響應的高級 DOE 技術。該技術通常用于在使用篩選設計或因子設計確定了重要因子后(尤其是在懷疑響應曲面中存在 彎曲時)改進模型。響應曲面設計與全因子試驗的主要差別在于增加了平方項。以單因子為例,全因子試驗模型表達式為:
y = ax + b (1)
響應曲面模型表達式為:
y = ax2 + bx + c (2)
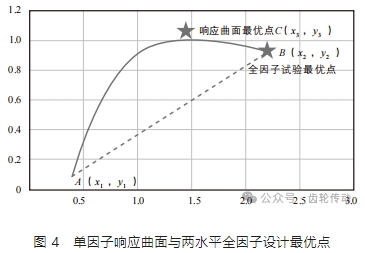
如圖 4所示,假設研究 x 取何值時,y 有最大值。通過全因子分析得到的最優解決方案為:當處于 B(x2,y2)時系統有最優解。而響應曲面設計通過在模型中增加二次項及試驗運行點,找到的最優點位于 C(x3,y3)。所以在實際生產過程中,如果懷疑 x 與 y 間非線性變化,存在彎曲時,使用響應曲面方法有助于找到全局最優解。
類似的,有 2 個 x 因子的響應曲面模型表達式為:
對于 2 因子響應曲面模型,通常用三維曲面圖或等值線圖表示。在圖 5 中,因子 x1、x2 與響應 y 構成 1 個三維曲面,曲面的高低表示y的大小,若曲面形成“山峰”,說明存在最優解。但實際研究過程中,由于資源有限,x1 與 x2 常常只能研究部分水平,比如圖中的區域一和區域二。在知道全模型的最優解后,方知區域一和區域二并不是最優解。但由于資源限制,試驗條件只能支持在區域一或區域二這樣大小的區域進行研究。因此,在資源條件有限的情況下,如何尋找到全局最優,需要結合等值線圖做進一步分析。
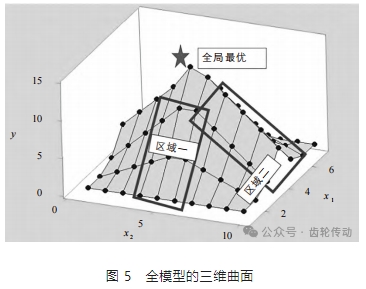
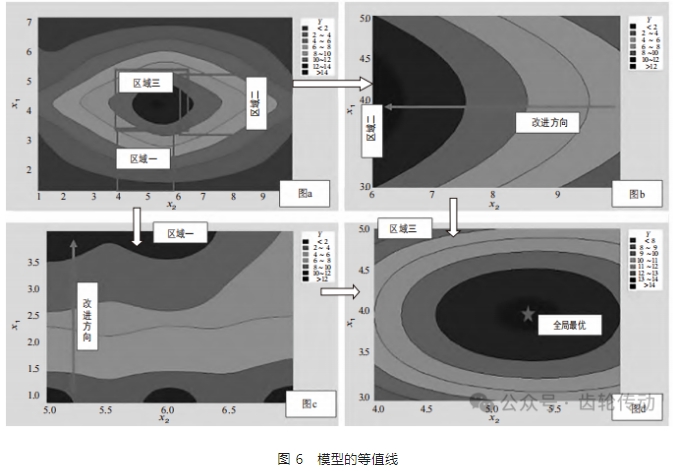
圖 6 中包含 4 張分圖:橫坐標和縱坐標分別對應因子 x1、x2,不同的等值線與顏色代表不同響應的 y 值。圖 a 表示全模型的等值線。圖 b 對應圖 a 中的區域二,在圖 b 中沿著 x2 減小的方向改善,存在最優解。圖 c 對應圖 a 中的區域一,在圖 c 中沿著 x1 改進方向存在最優解。圖 d 對應圖 a 中的區域三,通過該圖可以看到,等值線形成閉合區域,且該區域代表最大值,表示該區域存在最優設計。通過等值線圖形,找到部分區域最優,再在部分區域最優的基礎上進行 DOE,最終找到全局最優解。
中心復合響應曲面設計
響應曲面設計中有兩種主要類型:中心復合與 Box-Behnken 設計。其中,中心復合響應曲面設計應用場景較為廣泛。如圖 7 所示,兩水平全因子設計對應圖中正方形區域,而中心復合響應曲面設計在此基礎上增加了中心點和軸點。通過增加中心點和軸點,擴充了研究對象的范圍,同時可以用來預估二階項,所以中心復合響應曲面設計是一種帶有彎曲的響應變量建模。
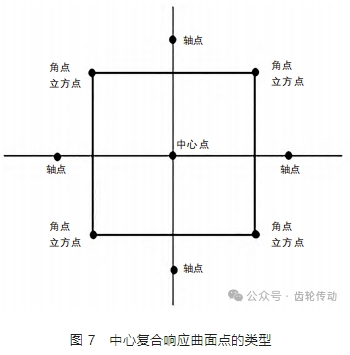
此外,中心復合響應曲面設計可以具備正交區組與可旋轉屬性。由于試驗是在多個區組中進行,正交區組能獨立估計模型項與區組效應,最大限度減少回歸系數變異。可旋轉設計能為與中心等距離點處提供固定預測方差。
3、問題現狀
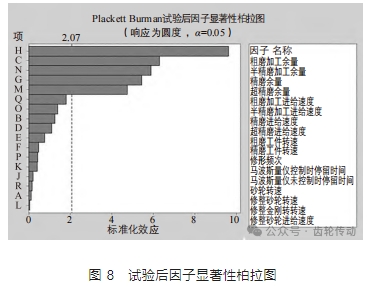
通過對圓度磨削過程的分析,識別出 17 個影響圓度的工藝參數。通過 Plackett-Burman 設計方法,從 18 個工藝參數中識別出 5 個影響顯著的因子。如圖 8 所示,分別是超精磨進給速度、精磨余量、馬波斯量儀未控制時停留時間、精磨進給速度、馬波斯量儀控制時停留時間等 5 個因子。
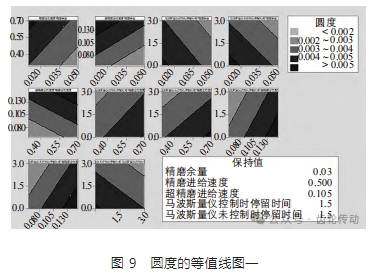
通過圖 9 中圓度的等值線,可從 5 個因子中選取 2 個因子,其他 3 個因子按保持值進行設置。通過等值線可以確定下一步的改進方向,但等值線圖并未形成閉合區域,因此需要通過響應曲面設計方法作進一步的試驗設計驗證。
4、試驗方案與試驗設計
確定試驗因子及因子水平
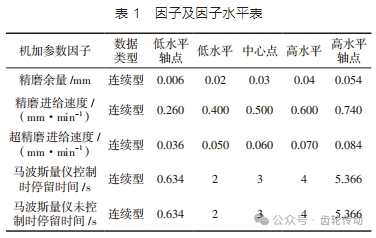
在 Plackett-Burman 試驗結果的基礎上,選出 5 個影響顯著的因子進行研究。根據等值線的優化方向重新設置因子的水平。試驗方案選用中心復合響應曲面方法進行設計。因子及因子水平見表 1。根據中心復合響應曲面方法,先確定因子的高低水平,再確定因子中心點和軸點。
利用 Minitab 軟件創建試驗矩陣
利用 Minitab 中的 DOE 試驗工具,可創建中心復合響應曲面試驗設計方案。Minitab 中對應的中心復合響應曲面設計有中心復合完全、中心復合一半、中心復合四分之一、中心復合八分之一等。本研究選用的是中心復合完全方案:試驗有 5 個因子,單循環運行 54 次,仿行兩次,劃分成兩個區組總共需 108 次試驗。將表 1 的因子及因子水平信息輸入,生成一個共 108 次的隨機中心復合響應曲面試驗設計表。
5、試驗結果分析
試驗方差分析結果
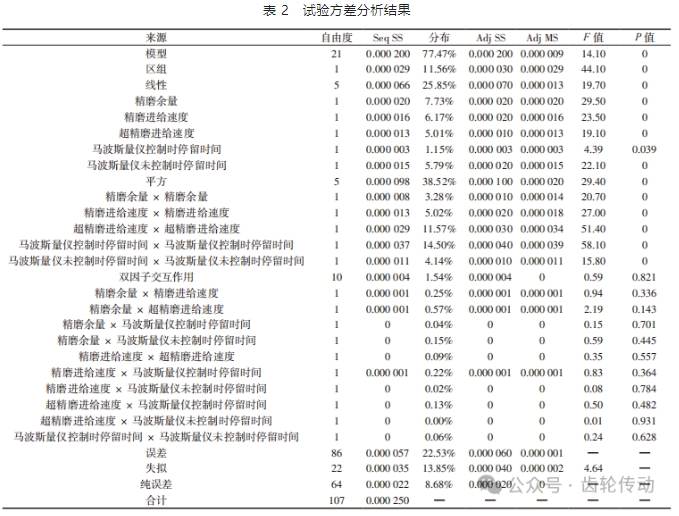
試驗方差分析結果見表 2。自由度是模型中的信息量信息,試驗總計 108 次,存在 107 個自由度。其中,模型中包含 21 個自由度,誤差中包含 86 個自由度。Seq SS 為連續平方和,Adj SS 為調整平方和,可以用來評估該自由度對模型的影響程度、數值大小、體現占比。分布體現的是模型擬合的優度,而模型擬合的優度是 77.47%,誤差的優度是 22.53%,說明模型擬合較好。最后看 P 值,P 值是一個概率,用來否定原假設,概率越低,否定的證據就越充分,P 值< 0.05,說明因子有顯著影響。通過 P 值判斷,一階線性主效應均顯著,二階平方項均顯著,說明模型存在彎曲,二階交互作用不顯著。對于 P 值不顯著的,可在下一步對模型進行簡化的過程中刪除,并合并到誤差結果中。
模型殘差分析
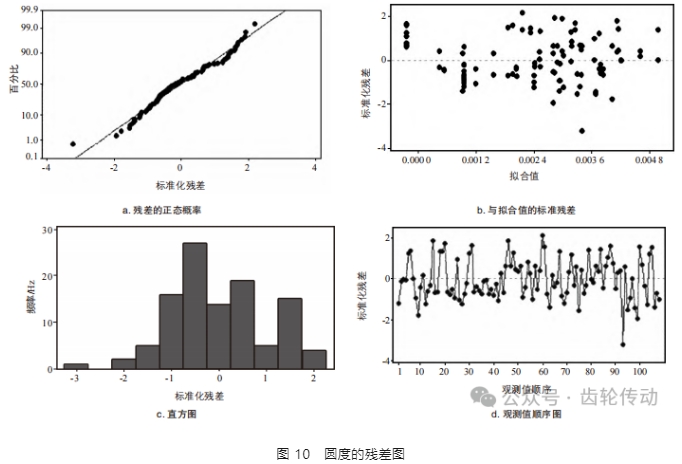
根據表 2 的結果,對模型進行簡化,剔除二階交互作用因子。剔除二階交互作用因子后,再對模型的殘差進行分析,如果圖形不符合假設,則可能模型無法充分擬合數據,導致模型不可信。殘差分析包含 3 組假設檢驗:殘差呈正態分布、殘差隨機分布且具有常量方差、殘差獨立于其他殘差。
殘差分析的結果如圖 10 所示,圖中包含 4 組分析圖形:圖 a 為殘差的正態概率,殘差呈一條直線分布,說明殘差呈正態分布;圖 b 為與擬合值的標準殘差,殘差在 0 的兩側隨機分布,圖中無可辨識的模式,說明殘差隨機分布;圖 c 為直方圖,圖形無偏斜且殘差呈正態分布狀;圖 d 為觀測值順序圖,圖中殘差按時序排列,不顯示趨勢或模式,圍繞中心線隨機分布。因此,模型符合假設,擬合充分。
求解模型最優解
通過對試驗結果進行回歸分析得到回歸方程:
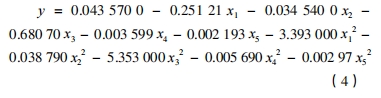
式中,y 為圓度;x1 為精磨余量;x2 為精磨進給速度;x3 為超精磨進給速度;x4 為馬波斯量儀控制時停留時間;x5 為馬波斯量儀未控制時停留時間。
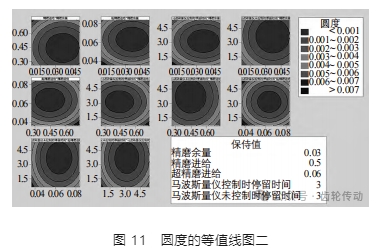
如圖 11 所示,5 個因子兩兩組合,固定其他 3 個因子,形成 10 張等值線圖形。兩兩組合等值線圖形形成閉合區域,在中間區域存在最小值。
進一步使用 Minitab 響應優化器工具求解最優值。使用響應優化器可以根據定義的要求搜索最優響應:使響應最小化(越小越好);以響應為目標(目標為最佳);使響應最大化(越大越好)。本研究的目標是找到一組參數,使高精磨削后的零件圓度最小。
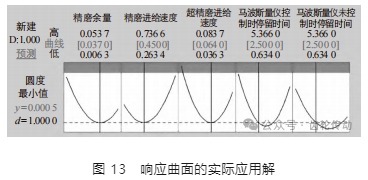
利用Minitab中合意值來評估響應與目標滿足的程度,合意值越接近 1,合意性越高。響應最小化的合意值計算方法為:
式中,d 表示合意值;y 表示響應的預測值;T 表示響應的目標值;U 表示響應的最大可接受值;r 表示響應的合意性函數。
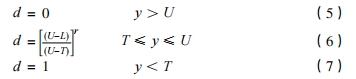
如圖 12 所示,合意值為 1,滿足目標要求,當精磨余量取 0.036 9 mm、精磨進給速度取 0.445 mm/min、超精磨進給速度取 0.063 6 mm/min、馬波斯量儀控制時停留時間取 3.167 3 s、馬波斯量儀未控制時停留時間取 3.695 3 s 時,系統存在最優解。
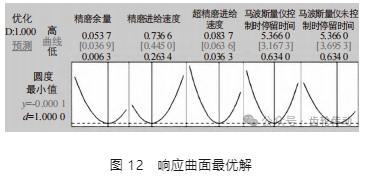
在高精磨削加工過程中,馬波斯量儀控制時停留時間與馬波斯量儀未控制時停留時間,會直接影響設備產能,因此希望取值小,其他參數取整。結合生產實際,將馬波斯量儀控制時停留時間 3.167 3 s 調整到 2.500 0 s,將馬波斯量儀未控制時停留時間3.695 3 s調整到2.500 0 s。調整后計算結果如圖 13 所示,合意性 1 滿足設計要求。將此磨削加工參數更新到工藝控制計劃中,連續跟蹤多批次生產,經檢驗圓度合格,變速器無異響,解決了高精磨削加工過程中的圓度不合格問題。
6、結論
將響應曲面法用于高精磨削加工過程的參數優化是有效的:通過響應曲面法試驗分析,發現一階線性主效應均顯著,二階平方項均顯著,二階交互作用不顯著,表明模型存在彎曲,因子與因子之間無交互,因此各因子可獨立調整,不影響其他因子。通過響應曲面法建立了回歸模型,確定模型最優解,并通過模型指導零件加工過程參數調整,最終確定將精磨余量取 0.037 0 mm、精磨進給速度取 0.450 0 mm/min、超精磨進給速度取 0.064 0 mm/min、馬波斯量儀控制時停留時間取 2.500 0 s、馬波斯量儀未控制時間取 2.500 0 s 作為該零件高精磨削加工的工藝參數。該解決問題的方法可推廣到其他工藝參數的優化過程中,有利于建立最優模型,規范試驗測試方法,縮短試驗周期,減少試驗成本,具有重要的現實意義。
參考文獻略.