某型航空用中間減速器在廠內(nèi)大功率試車后,分解檢查發(fā)現(xiàn)中減輸入齒輪和中減輸出齒輪存在擦傷,本文針對(duì)齒輪擦傷問(wèn)題的原因,主要從理化檢測(cè)、齒輪形貌、強(qiáng)度計(jì)算等方面開(kāi)展了詳細(xì)分析和研究,準(zhǔn)確進(jìn)行了故障定位,并通過(guò)后續(xù)試驗(yàn)驗(yàn)證了采取的優(yōu)化設(shè)計(jì)和工藝的改進(jìn)措施可行且有效。
1、結(jié)構(gòu)功能說(shuō)明
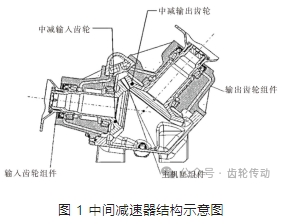
中間減速器是直升機(jī)傳動(dòng)系統(tǒng)的重要部件,由輸入齒輪組件、主機(jī)匣組件、和輸出齒輪組件組成(如圖 1 所示),主要作用是根據(jù)直升機(jī)的需要,在為尾水平軸和尾斜軸之間傳遞功率并按要求進(jìn)行減速和換向,具有設(shè)計(jì)結(jié)構(gòu)緊湊、承載能力大、功重比高的特點(diǎn)。某直升機(jī)傳動(dòng)系統(tǒng)中間減速器承載最大功率達(dá) 650kW,為減小尺寸和重量,并保證齒輪傳動(dòng)平穩(wěn)性和承載能力,采用了一級(jí)滿載嚙合的螺旋錐齒輪,輸入齒輪、輸出齒輪是一對(duì)軸交角為 122.308°的格里森齒制螺旋錐齒輪,齒輪齒頂圓角 R0.3~0.5,材料均為 9310 鋼,齒輪齒面、齒槽底面及規(guī)定表面滲碳,深度 1.30~1.50,滲碳表面硬度 HRA81~83,非滲碳區(qū)硬度 HRC33~41,磨齒后齒輪齒面、齒根及幅板面進(jìn)行噴丸處理,噴丸強(qiáng)度為 0.007~0.009A(英寸),覆蓋率 200%。
2、故障現(xiàn)象
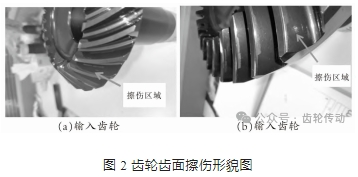
大功率試驗(yàn)主要是通過(guò)試驗(yàn)器加載考核該中間減速器在最大功率 650kW 下齒輪是否嚙合正常,試驗(yàn)功率 650kW、時(shí)間 10min,試驗(yàn)后分解檢查,要求各零件外觀應(yīng)無(wú)異常磨損現(xiàn)象。該中間減速器在完成大功率試驗(yàn)后分解檢查,發(fā)現(xiàn)輸入齒輪、輸出齒輪的各齒工作面均存在不同程度擦傷問(wèn)題,輸入齒輪齒面擦傷位于齒根處,輸出齒輪齒面擦傷位于靠齒頂處。擦傷形貌為:輸入齒輪齒面上 除了接觸印痕之外,在接觸印痕下方有一條亮帶;輸出齒輪凸面靠近齒頂位置磨亮。中減輸入、輸出齒輪擦傷區(qū)域長(zhǎng)約 5mm,寬約 2mm,深約 0.01mm,中減輸出齒輪工作面(凸面)齒頂印痕已超出齒頂,中減輸入齒輪工作面(凹面)齒頂印痕未超出齒頂。擦傷形貌(如圖 2 所示)。
3、故障分析及定位
該中間減速器大功率試驗(yàn)后,除輸入齒輪、輸出齒輪齒面擦傷外,其余零件外觀質(zhì)量均無(wú)異常,測(cè)量齒輪齒型、齒向、齒頂圓角等相關(guān)尺寸均符合設(shè)計(jì)圖樣要求。根據(jù)齒輪工作原理、擦傷出現(xiàn)部位和尺寸測(cè)量結(jié)合,初步分析認(rèn)為擦傷問(wèn)題是齒輪工作過(guò)程輸入齒輪齒底與輸出齒輪齒頂?shù)箞A干涉所致,為準(zhǔn)確定位原因,補(bǔ)充開(kāi)展檢查和分析工作。
理化檢測(cè)分析
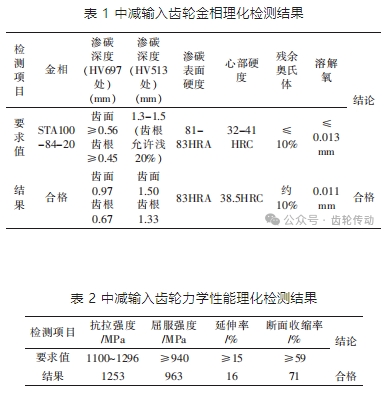
對(duì)故障件中減輸入齒輪進(jìn)行理化分析,理化檢測(cè)結(jié)果合格,具體情況(見(jiàn)表 1、表 2)。
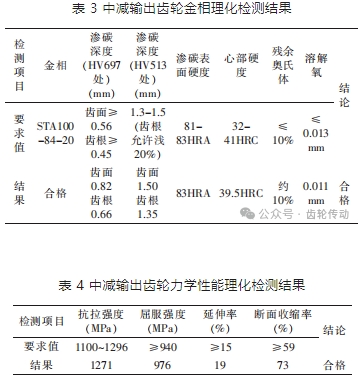
對(duì)故障件中減輸出齒輪進(jìn)行理化分析,理化檢測(cè)結(jié)果合格(見(jiàn)表 3、表 4)。
齒頂形貌分析
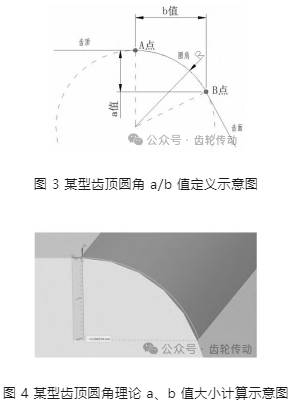
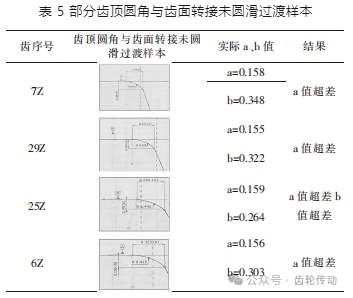
復(fù)測(cè)中減輸出齒輪齒頂圓角 (工作面)為 R0.319~ 0.465,符合設(shè)計(jì) R0.3~0.5 要求。為更好的描述齒頂圓角轉(zhuǎn)接情況,引入齒頂圓角 a、b 值作為輔助判斷齒頂圓角與齒面、齒頂轉(zhuǎn)接良好情況。齒頂圓角 a、b 值概念:齒輪齒頂與齒面轉(zhuǎn)接通過(guò)圓角進(jìn)行過(guò)渡,轉(zhuǎn)接圓角與齒頂、齒面會(huì)分別形成一切點(diǎn)(把圓角與齒頂形成的切點(diǎn)定義為 A 點(diǎn),與齒面形成的切點(diǎn)定義為 B 點(diǎn)),兩切點(diǎn)間垂直和水平方向的距離分別定義為 a 值、b 值(如圖 3 所示)。因圓角設(shè)計(jì)存在公差,當(dāng)中減輸出齒輪工作面圓角 R 為下差 0.3 及上差 0.5 時(shí),通過(guò)三維軟件 UG 作圖可分別得到R=0.3 及 R=0.5 時(shí)的理論 a 值為 0.165~0.280、b 值為0.285~0.445(如圖 4 所示)。從圓角 a、b 值的產(chǎn)生過(guò)程可以得知:圓角 a、b 值為圓角 R 衍生的尺寸,與圓角大小及圓角的空間位置有關(guān),能用于輔助判斷圓角轉(zhuǎn)接是否做到理論相切參考,當(dāng)圓角轉(zhuǎn)接未做到理論相切時(shí),會(huì)在 A、B 點(diǎn)出現(xiàn)異常高點(diǎn),給齒面嚙合帶來(lái)不利影響。
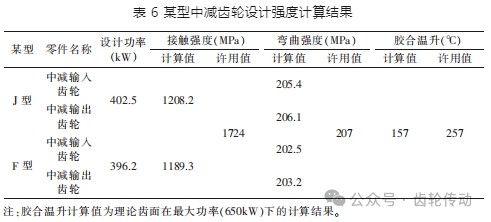
復(fù)查齒頂圓角形貌,發(fā)現(xiàn)多個(gè)齒頂圓角 a、b 值超差,說(shuō)明齒頂與齒面轉(zhuǎn)接處未做到理論上的相切,即齒頂圓角與齒面轉(zhuǎn)接未圓滑過(guò)渡(見(jiàn)表 5)。
強(qiáng)度計(jì)算分析
對(duì)中減錐齒輪副輪齒設(shè)計(jì)強(qiáng)度分析如下:設(shè)計(jì)功率下輪齒彎曲疲勞強(qiáng)度和接觸疲勞、最大功率下齒面膠合溫升均低于許用值(見(jiàn)表 6)。
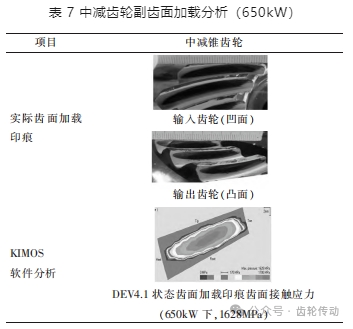
結(jié)合實(shí)際齒面的加載印痕和加工控制參數(shù)計(jì)算齒面接觸應(yīng)力,通過(guò) KIMoS 軟件仿真,中減齒輪副在最大功率 650kW 下齒面接觸應(yīng)力為 1628MPa,中減齒輪副加載分析(見(jiàn)表 7 所示)。雖然齒面理論接觸應(yīng)力仍小于許用值,但已十分接近,并且本型號(hào)中減齒面印痕為 “滿齒面設(shè)計(jì)”,考慮到制造、裝配誤差,實(shí)際中減大功率加載試車后中減輸出齒輪印痕超出齒面,中減輸出齒輪齒頂參與嚙合,形成邊緣接觸,應(yīng)力集中加劇,容易引起擦傷。
問(wèn)題復(fù)現(xiàn)驗(yàn)證
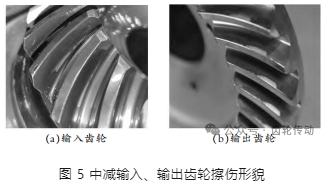
根據(jù)故障分析和故障定位,選用齒頂圓角(工作面)R0.342~0.478,齒頂與齒面轉(zhuǎn)接處未做到理論上的相切的中減輸出齒輪后再次進(jìn)行磨合試車及大功率試車,完成后對(duì)中減進(jìn)行分解檢查, 發(fā)現(xiàn)中減輸入齒輪和中減輸出齒輪仍有有輕微擦傷(見(jiàn)圖 5)。擦傷形貌為:輸入齒輪齒面上除了接觸印痕之外,在接觸印痕下方有一條亮帶;輸出齒輪凸面靠近齒頂位置磨亮,故障復(fù)現(xiàn)。
綜合分析認(rèn)為中減為滿足功率提升要求,齒面印痕為 “滿齒面設(shè) 計(jì)”,大功率狀態(tài)下,中減齒輪副在加載條件下機(jī)匣、齒輪軸、軸承及輪齒會(huì)產(chǎn)生變形,齒輪副嚙合狀態(tài)與設(shè)計(jì)狀態(tài)存在一定差異,中減輸出齒輪齒頂圓角參與嚙合,齒頂圓角處形成接觸應(yīng)力集中,在中減輸出齒輪齒頂圓角轉(zhuǎn)接未做到理論上的相切(即轉(zhuǎn)接未圓滑過(guò)渡)情況下接觸應(yīng)力集中加劇,破壞齒面油膜,使齒面接觸狀況 惡化,最終導(dǎo)致齒面出現(xiàn)擦傷現(xiàn)象。
4、改進(jìn)措施與驗(yàn)證
為保證減速器廠內(nèi)試車及保證減速器交付至外場(chǎng)不出現(xiàn)擦傷現(xiàn)象,制定糾正措施及驗(yàn)證情況如下:
設(shè)計(jì)改進(jìn)
通過(guò)分析和查閱資料,中減輸出齒輪齒頂圓角加大有利于緩解齒輪大功率狀態(tài)下齒頂應(yīng)力集中。根據(jù)齒面擦傷形態(tài)及區(qū)域,結(jié)合以往相似型號(hào)圓角設(shè)計(jì)的經(jīng)驗(yàn)值,將設(shè)計(jì)圓角由目前的 R0.3~0.5 加大至 R0.4~0.6。
工藝改進(jìn)
中減輸出齒輪擦傷部位均為工作面齒頂中部,為更好的檢查、控制齒頂中部圓角與齒面轉(zhuǎn)接是否在理論切點(diǎn)范圍內(nèi),加工檢測(cè)工藝由目前的“每件檢查對(duì)稱 2 顆齒 3 個(gè)截面齒頂圓角(含切點(diǎn)參考 a/b 值)”更改為“每件檢查對(duì)稱 4 顆齒 3 個(gè)截面工作面齒頂圓角(含切點(diǎn)參考 a/b值),檢查若發(fā)現(xiàn)工作面齒頂中部截面圓角切點(diǎn) a、b 值不在參考 a、b 值范圍內(nèi)時(shí),則采用鉗工局部拋修的方式對(duì)該齒輪工作面齒頂圓角與齒面轉(zhuǎn)接處進(jìn)行拋修”。
試驗(yàn)驗(yàn)證
使用貫徹了改進(jìn)措施的齒輪副,實(shí)測(cè)所有工作面齒頂圓角,結(jié)果為 R0.403~0.594,齒面轉(zhuǎn)接均在在理論切點(diǎn)范圍內(nèi),除齒輪副外其余零件原樣復(fù)裝,經(jīng)磨合試車、大功率試車,分解檢查未發(fā)現(xiàn)齒輪擦傷。并且后續(xù) 5 臺(tái)套中減大功率試車后分解檢查均未出現(xiàn)齒輪擦傷的情況,證明措施有效。
5、結(jié)束語(yǔ)
通過(guò)對(duì)某型中間減速器齒輪擦傷問(wèn)題的原因進(jìn)行分析和排查, 確定是由于輸出齒輪齒頂圓角偏小且與齒面轉(zhuǎn)接未圓滑過(guò)渡導(dǎo)致的齒面擦傷,進(jìn)而采取了改進(jìn)措施且驗(yàn)證有效。本次故障的處理對(duì)航空螺旋錐齒輪中間減速器齒面擦傷問(wèn)題的故障處理提供了參考,同時(shí)也可參照本文優(yōu)化相關(guān)設(shè)計(jì)、工藝工作。
參考文獻(xiàn)略.