1. 什么是齒輪?
齒輪是能互相嚙合的有齒的機(jī)械零件。它在機(jī)械傳動及整個(gè)機(jī)械領(lǐng)域中的應(yīng)用極其廣泛。
2. 齒輪的歷史
早在公元前350年,古希臘著名的哲學(xué)家亞里士多德在文獻(xiàn)中對齒輪有過記錄。公元前250年左右,數(shù)學(xué)家阿基米德也在文獻(xiàn)中對使用了渦輪蝸桿的卷揚(yáng)機(jī)進(jìn)行了說明。在現(xiàn)今伊拉克凱特斯芬遺跡中還保存著公元前的齒輪。

齒輪在我國的歷史也源遠(yuǎn)流長。據(jù)史料記載,遠(yuǎn)在公元前400~200年的中國古代就已開始使用齒輪,在我國山西出土的青銅齒輪是迄今已發(fā)現(xiàn)的最古老齒輪,作為反映古代科學(xué)技術(shù)成就的指南車就是以齒輪機(jī)構(gòu)為核心的機(jī)械裝置。15世紀(jì)后半的意大利文藝復(fù)興時(shí)期,著名的全才列奧納多.達(dá)芬奇,不僅在文化藝術(shù)方面,在齒輪技術(shù)史上也留下了不可磨滅的功績,經(jīng)過了500年以上,現(xiàn)在的齒輪仍然保留著當(dāng)時(shí)素描的原型。


直到17世紀(jì)末,人們才開始研究能正確傳遞運(yùn)動的輪齒形狀。18世紀(jì),歐洲工業(yè)革命以后,齒輪傳動的應(yīng)用日益廣泛;先是發(fā)展擺線齒輪,而后是漸開線齒輪,一直到20世紀(jì)初,漸開線齒輪已在應(yīng)用中占了優(yōu)勢。其后又發(fā)展了變位齒輪、圓弧齒輪、錐齒輪、斜齒輪等等。
現(xiàn)代齒輪技術(shù)已達(dá)到:齒輪模數(shù)0.004-100毫米;齒輪直徑由1毫米-150米;傳遞功率可達(dá)十萬千瓦;轉(zhuǎn)速可達(dá)十萬轉(zhuǎn)/分;最高的圓周速度達(dá)300米/秒。
國際上,動力傳動齒輪裝置正沿著小型化、高速化、標(biāo)準(zhǔn)化方向發(fā)展。特殊齒輪的應(yīng)用、行星齒輪裝置的發(fā)展、低振動、低噪聲齒輪裝置的研制是齒輪設(shè)計(jì)方面的一些特點(diǎn)。
3. 齒輪一般分為三大類
齒輪的種類繁多,其分類方法最通常的是根據(jù)齒輪軸性。一般分為平行軸、相交軸及交錯(cuò)軸三種類型。
1)平行軸齒輪:包括正齒輪、斜齒輪、內(nèi)齒輪、齒條及斜齒條等。
2)相交軸齒輪:有直齒錐齒輪、弧齒錐齒輪、零度齒錐齒輪等。
3)交錯(cuò)軸齒輪:有交錯(cuò)軸斜齒齒輪、蝸桿蝸輪、準(zhǔn)雙曲面齒輪等。

上表中所列出的效率為傳動效率,不包括軸承及攪拌潤滑等的損失。平行軸及相交軸的齒輪副的嚙合,基本上是滾動,相對的滑動非常微小,所以效率高。交錯(cuò)軸斜齒輪及蝸桿蝸輪等交錯(cuò)軸齒輪副,因?yàn)槭峭ㄟ^相對滑動產(chǎn)生旋轉(zhuǎn)以達(dá)到動力傳動,所以摩擦的影響非常大,與其他齒輪相比傳動效率下降。齒輪的效率是齒輪在正常裝配狀況下的傳動效率。如果出現(xiàn)安裝不正確的情況,特別是錐齒輪裝配距離不正確而導(dǎo)致同錐交點(diǎn)有誤差時(shí),其效率會顯著下降。
3.1 平行軸的齒輪
1)正齒輪
齒線與軸心線為平行方向的圓柱齒輪。因?yàn)橐子诩庸ぃ虼嗽趧恿鲃由鲜褂米顬閺V泛。
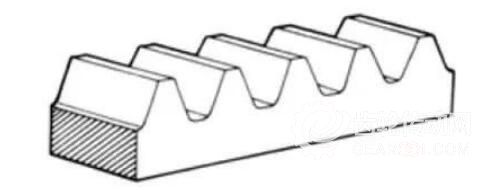
2)齒條
與正齒輪嚙合的直線齒條狀齒輪。可以看成是正齒輪的節(jié)圓直徑變成無限大時(shí)的特殊情況。
3)內(nèi)齒輪
與正齒輪相嚙合在圓環(huán)的內(nèi)側(cè)加工有輪齒的齒輪。主要使用在行星齒輪傳動機(jī)構(gòu)及齒輪聯(lián)軸器等應(yīng)用上。
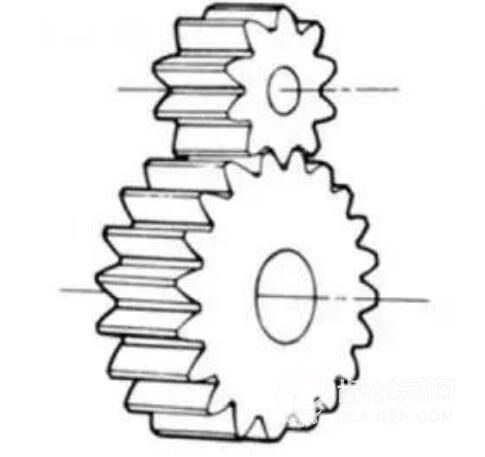
4)斜齒齒輪
齒線為螺旋線的圓柱齒輪。因?yàn)楸日X輪強(qiáng)度高且運(yùn)轉(zhuǎn)平穩(wěn),被廣泛使用。傳動時(shí)產(chǎn)生軸向推力。
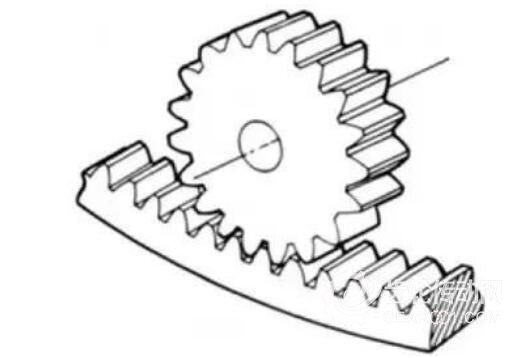
5)斜齒齒條,
與斜齒齒輪相嚙合的條狀齒輪。相當(dāng)于斜齒齒輪的節(jié)徑變成無限大時(shí)的情形。

6)人字齒輪
齒線為左旋及右旋的兩個(gè)斜齒齒輪組合而成的齒輪。有在軸向不產(chǎn)生推力的優(yōu)點(diǎn)。

3.2 相交軸齒輪
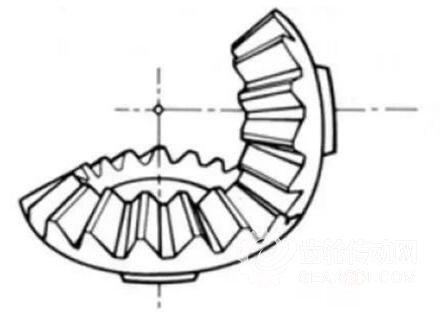
1)直齒錐齒輪
齒線與節(jié)錐線的母線一致的錐齒輪。在錐齒輪中,屬于比較容易制造的類型。所以,作為傳動用錐齒輪應(yīng)用范圍廣泛。
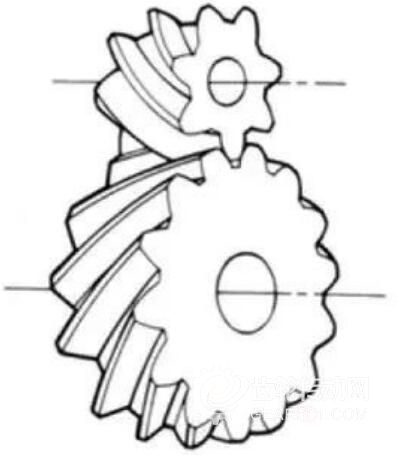
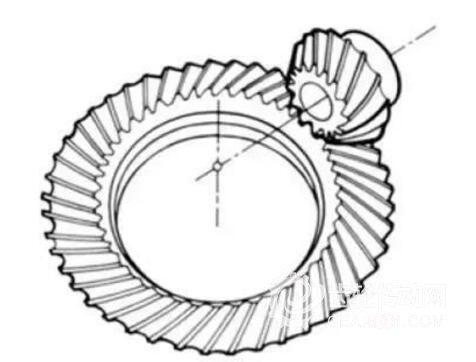
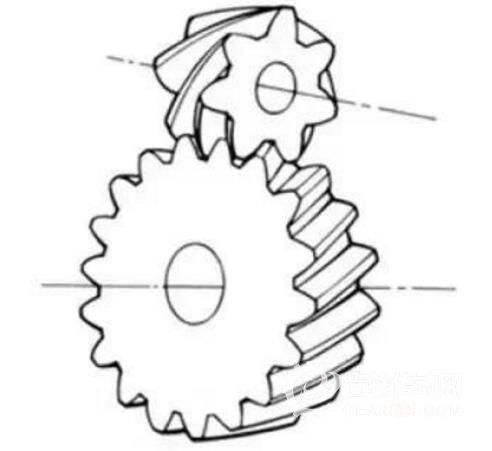
2)弧齒錐齒輪
齒線為曲線,帶有螺旋角的錐齒輪。雖然與直齒錐齒輪相比,制作難度較大,但是作為高強(qiáng)度、低噪音的齒輪使用也很廣泛。
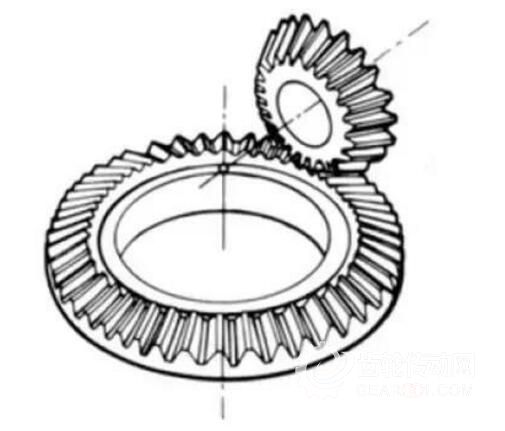
3)零度錐齒輪
螺旋角為零度的曲線齒錐齒輪。因?yàn)橥瑫r(shí)具有直齒和曲齒錐齒輪的特征,齒面的受力情形與直齒錐齒輪相同。
3.3 交錯(cuò)軸齒輪
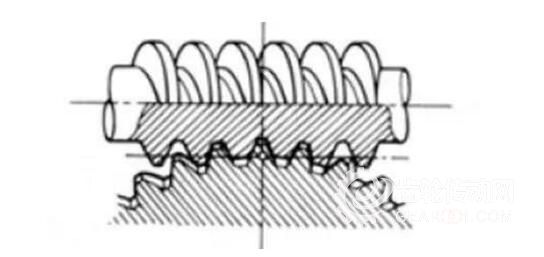
1)圓柱蝸桿副
圓柱蝸桿副是圓柱蝸桿和與之嚙合的蝸輪的總稱。運(yùn)轉(zhuǎn)平靜及單對即可獲得大傳動比為其最大的特征,但是有效率低的缺點(diǎn)。
2)交錯(cuò)軸斜齒齒輪
圓柱蝸桿副在交錯(cuò)軸間傳動時(shí)的名稱。可在斜齒齒輪副或斜齒齒輪與正齒輪副的情況下使用。運(yùn)轉(zhuǎn)雖然平穩(wěn),但只適合于使用在輕負(fù)荷的情況下。
3.4 其他特殊齒輪
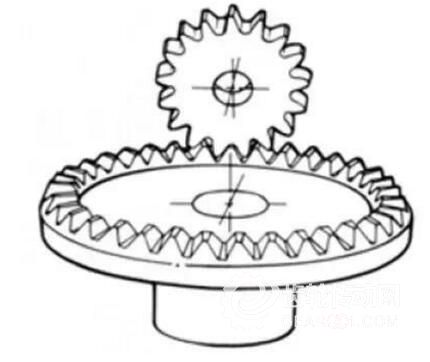
1)面齒輪
可與正齒輪或斜齒齒輪嚙合的圓盤狀齒輪。在直交軸及交錯(cuò)軸間傳動。
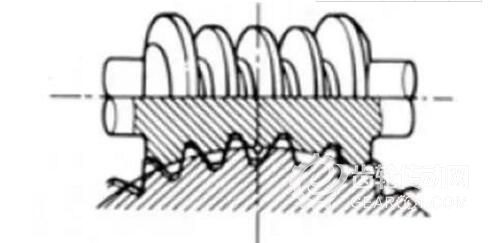
2)鼓形蝸桿副
鼓形蝸桿及與之嚙合的蝸輪的總稱。雖然制造比較困難,但比起圓柱蝸桿副,可以傳動大負(fù)荷。
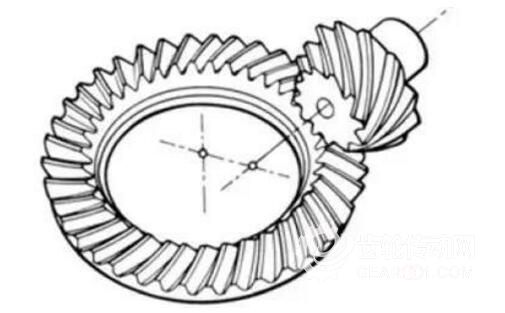
3)準(zhǔn)雙曲面齒輪
在交錯(cuò)軸間傳動的圓錐形齒輪。大小齒輪經(jīng)過偏心加工,與弧齒齒輪相似,嚙合原理非常復(fù)雜。
4. 齒輪的基本術(shù)語和尺寸計(jì)算
齒輪有很多齒輪所特有的術(shù)語和表現(xiàn)方法,為了使大家能更多的了解齒輪,在此介紹一些經(jīng)常使用的齒輪基本術(shù)語。
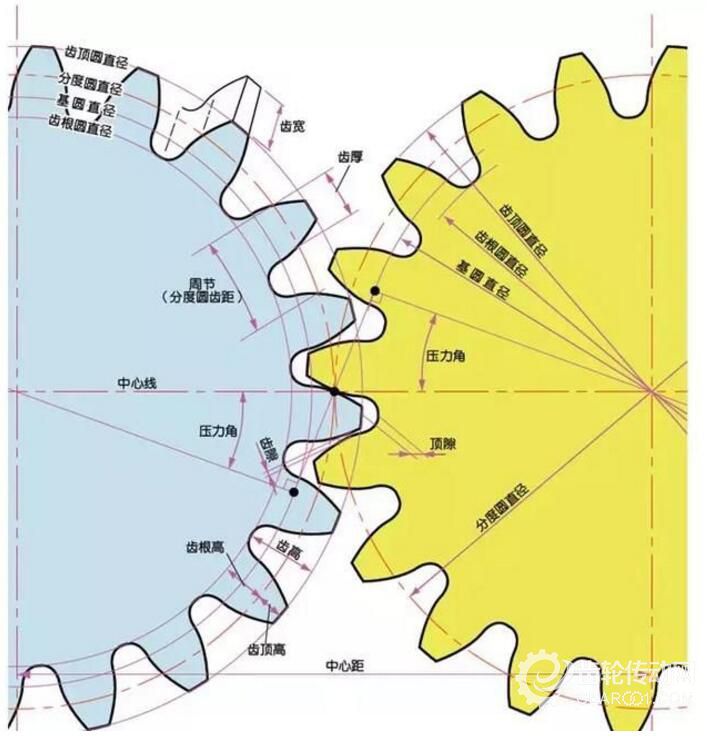
1)齒輪各部位的名稱
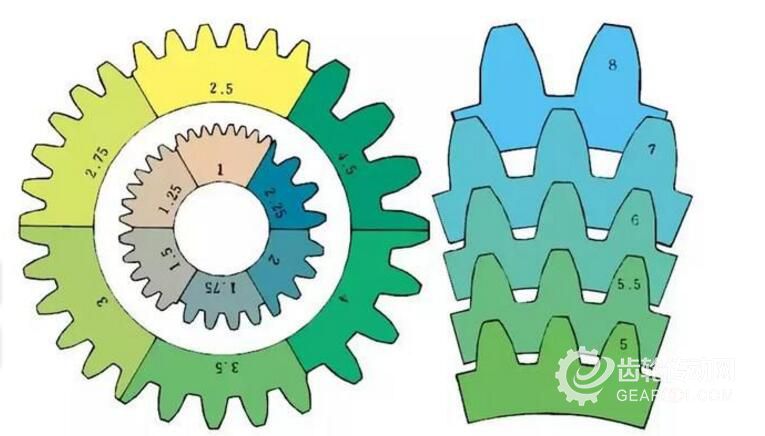
2)表示輪齒的大小的術(shù)語是模數(shù)
m1、m3、m8…被稱為模數(shù)1、模數(shù)3、模數(shù)8。模數(shù)是全世界通用的稱呼,使用符號m(模數(shù))和數(shù)字(毫米〉來表示輪齒的大小,數(shù)字越大,輪齒也越大。
另外,在使用英制單位的國家(比如美國),使用符號(徑節(jié))及數(shù)字(分度圓直徑為1英吋時(shí)的齒輪的輪齒數(shù))來表示輪齒的大小。比如:DP24、DP8等。還有使用符號(周節(jié))和數(shù)字(毫米)來表示輪齒大小的比較特殊的稱呼方法,比如CP5、CP10。
模數(shù)乘以圓周率即可得到齒距(p),齒距是相鄰兩齒間的長度。
用公式表示就是:
p=圓周率 x 模數(shù) = πm
不同模數(shù)的輪齒大小對比:
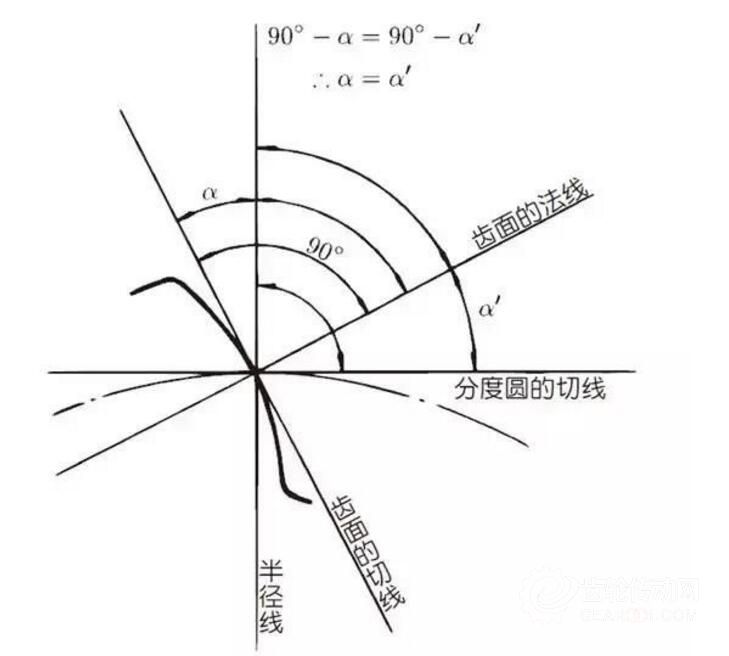
3)壓力角
壓力角是決定齒輪齒形的參數(shù)。即輪齒齒面的傾斜度。壓力角(α)一般采用20°。以前,壓力角為14.5°的齒輪曾經(jīng)很普及。
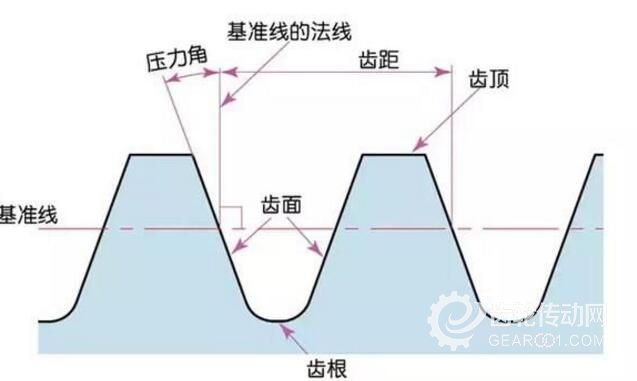
壓力角是在齒面的一點(diǎn)(一般是指節(jié)點(diǎn))上,半徑線與齒形的切線間所成之角度。如圖所示,α為壓力角。因?yàn)?alpha;’=α,所以α’也是壓力角。
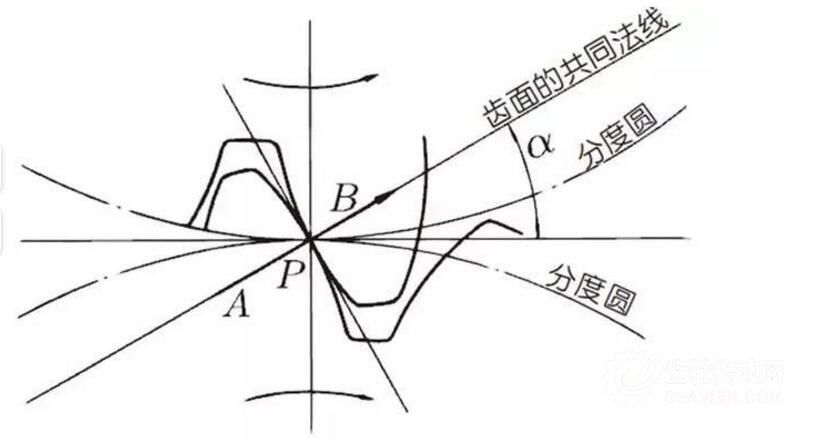
A齒與B齒的嚙合狀態(tài)從節(jié)點(diǎn)看上去時(shí):
A齒在節(jié)點(diǎn)上推動B點(diǎn)。這個(gè)時(shí)候的推動力作用在A齒及B齒的共同法線上。也就是說,共同法線是力的作用方向,亦是承受壓力的方向,α則為壓力角。
模數(shù)(m)、壓力角(α)再加上齒數(shù)(z)是齒輪的三大基本參數(shù),以此參數(shù)為基礎(chǔ)計(jì)算齒輪各部位尺寸。
4)齒高與齒厚
輪齒的高度由模數(shù)(m)來決定。
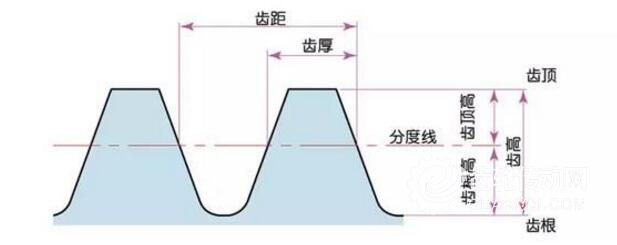
全齒高 h=2.25m(=齒根高+齒頂高)
齒頂高(ha)是從齒頂?shù)椒侄染€的高度。ha=1m。
齒根高(hf)是從齒根到分度線的高度。hf=1.25m。
齒厚 (s)的基準(zhǔn)是齒距的一半。s=πm/2。
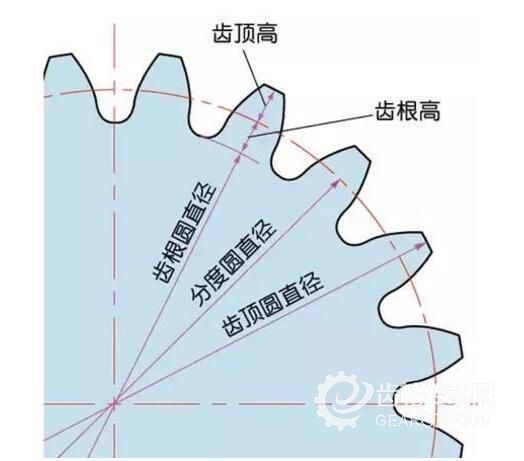
5)齒輪的直徑
決定齒輪大小的參數(shù)是齒輪的分度圓直徑(d)。以分度圓為基準(zhǔn),才能定出齒距、齒厚、齒高、齒頂高、齒根高。
分度圓直徑 d=zm
齒頂圓直徑da=d+2m
齒根圓直徑df=d-2.5m
分度圓在實(shí)際的齒輪中是無法直接看到的,因?yàn)榉侄葓A是為了決定齒輪的大小而假設(shè)的圓。
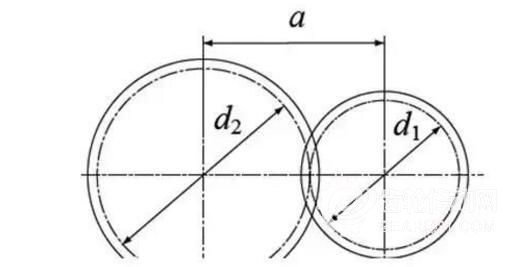
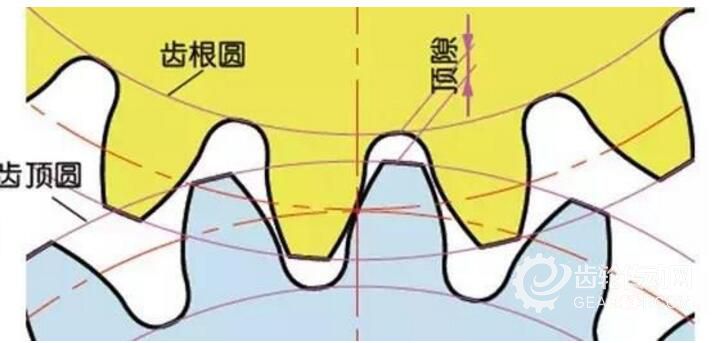
6)中心距與齒隙
一對齒輪的分度圓相切嚙合時(shí),中心距是兩個(gè)分度圓直徑的和的一半。
中心距a=(d1+d2)/2
在齒輪的嚙合中,要想得到圓滑的嚙合效果,齒隙是個(gè)重要的因素。齒隙是一對齒輪嚙合時(shí)齒面間的空隙。
齒輪的齒高方向也有空隙。這個(gè)空隙被稱為頂隙(Clearance)。頂隙(c)是齒輪的齒根高與相配齒輪的齒頂高之差。
頂隙 c=1.25m-1m=0.25m
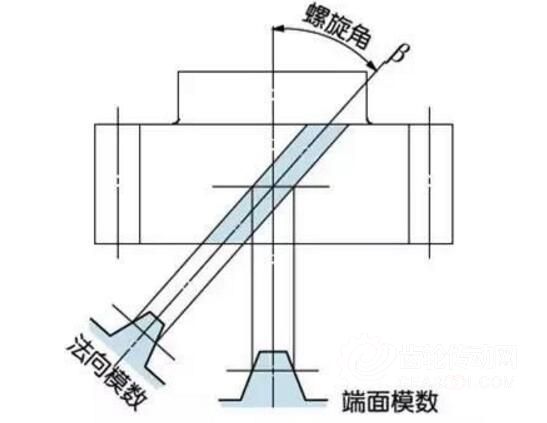
7)斜齒齒輪
將正齒輪的輪齒螺旋狀扭轉(zhuǎn)后的齒輪為斜齒齒輪。正齒輪幾何計(jì)箅的大部分都可適用于斜齒齒輪。斜齒齒輪,根據(jù)其基準(zhǔn)面不同有2種方式:
端面(軸直角)基準(zhǔn)(端面模數(shù)/壓力角〉
法面(齒直角)基準(zhǔn)(法向模數(shù)/壓力角〉
端面模數(shù)mt和法向模數(shù)mn的關(guān)系式mt=mn/cosβ
8)螺旋方向與配合
斜齒齒輪、弧齒傘形齒輪等,輪齒呈螺旋狀的齒輪,螺旋方向和配合是一定的。螺旋方向是指當(dāng)齒輪的中心軸指向上下,從正面看上去時(shí),輪齒的方向指向右上的是[右旋],左上的是[左旋]。各種齒輪的配合如下所示。

5. 最常用的齒輪齒形是漸開線齒形
僅僅在摩擦輪的外周上分割出等分的齒距,裝上突起,然后相互嚙合轉(zhuǎn)動的話,會出現(xiàn)如下問題:
輪齒的切點(diǎn)產(chǎn)生滑動
切點(diǎn)的移動速度時(shí)快時(shí)慢
產(chǎn)生振動及噪音
輪齒傳動時(shí)既要安靜又要圓滑,由此,誕生了漸開曲線。
1)什么是漸開線
將一端系有鉛筆的線纏在圓筒的外周上,然后在線繃緊的狀態(tài)下將線漸漸放開。此時(shí),鉛筆所畫出的曲線即為漸開曲線。圓筒的外周被稱為基圓。

2)8齒漸開線齒輪示例
將圓筒8等分后,系上8根鉛筆,畫出8條漸開曲線。然后,將線向相反方向纏繞,按同樣方法畫出8條曲線,這就是以漸開曲線作為齒形,齒數(shù)為8的齒輪。
3)漸開線齒輪的優(yōu)點(diǎn)
即使中心距多少有些誤差,也可以正確的嚙合;
比較容易得到正確的齒形,加工也比較容易;
因?yàn)樵谇€上滾動嚙合,所以,可以圓滑地傳遞旋轉(zhuǎn)運(yùn)動;
只要輪齒的大小相同,一個(gè)刀具可以加工齒數(shù)不同的齒輪;
齒根粗壯,強(qiáng)度高。
4)基圓和分度圓
基圓是形成漸開線齒形的基礎(chǔ)圓。分度圓是決定齒輪大小的基準(zhǔn)圓。基圓與分度圓是齒輪的重要幾何尺寸。漸開線齒形是在基圓的外側(cè)形成的曲線。在基圓上壓力角為零度。
5)漸開線齒輪的嚙合
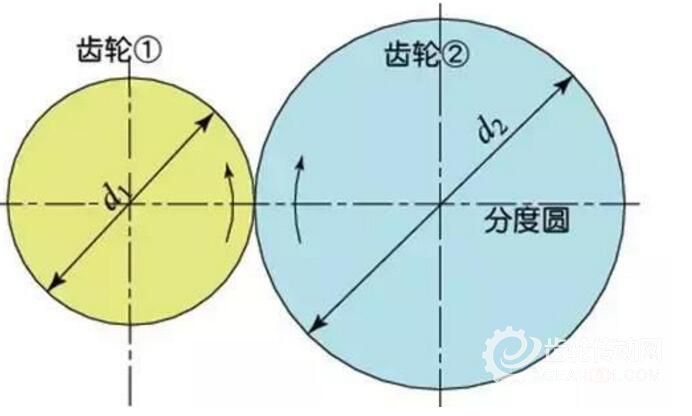
兩個(gè)標(biāo)準(zhǔn)的漸開線齒輪的分度圓在標(biāo)準(zhǔn)的中心距下相切嚙合。
兩輪嚙合時(shí)的模樣,看上去就像是分度圓直徑大小為d1、d2兩個(gè)摩擦輪(Friction wheels)在傳動。但是,實(shí)際上漸開線齒輪的嚙合取決于基圓而不是分度圓。
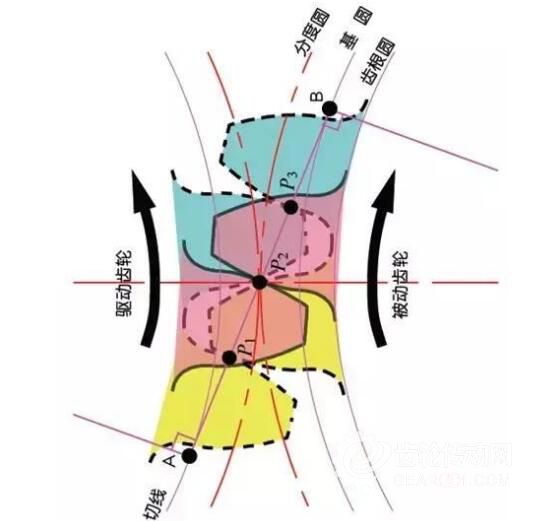
兩個(gè)齒輪齒形的嚙合接觸點(diǎn)按P1—P2—P3的順序在嚙合線上移動。請注意驅(qū)動齒輪中黃色的輪齒。這個(gè)齒開始嚙合后的一段時(shí)間內(nèi),齒輪為兩齒嚙合(P1、P3)。嚙合繼續(xù),當(dāng)嚙合點(diǎn)移動到分度圓上的點(diǎn)P2時(shí),嚙合輪齒只剩下了一個(gè)。嚙合繼續(xù)進(jìn)行,嚙合點(diǎn)移動到點(diǎn)P3時(shí),下一個(gè)輪齒開始在P1點(diǎn)嚙合,再次形成兩齒嚙合的狀態(tài)。就像這樣,齒輪的兩齒嚙合與單齒嚙合交互重復(fù)傳遞旋轉(zhuǎn)運(yùn)動。
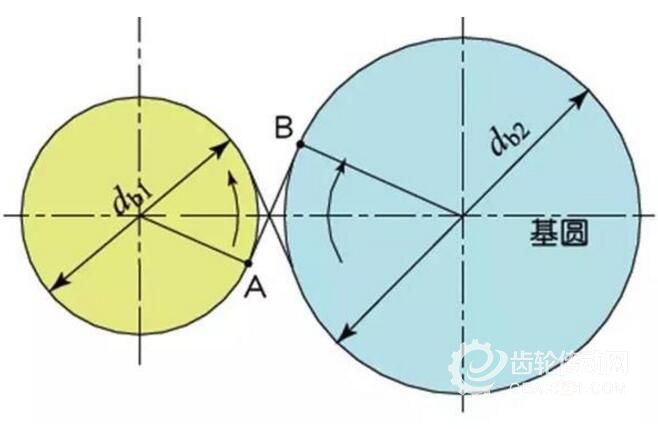
基圓的公切線A一B被稱為嚙合線。齒輪的嚙合點(diǎn)都在這條嚙合線上。
用一個(gè)形象的圖來表示,就好像皮帶交叉地套在兩個(gè)基圓的外周上做旋轉(zhuǎn)運(yùn)動傳遞動力一樣。
6. 齒輪的變位分為正變位和負(fù)變位
我們通常使用的齒輪的齒廓一般都是標(biāo)準(zhǔn)的漸開線,然而也存在一些情況需要對輪齒進(jìn)行變位,如調(diào)整中心距、防止小齒輪的根切等。
1)齒輪的齒數(shù)與形狀
漸開線齒形曲線隨齒數(shù)多少而不同。齒數(shù)越多,齒形曲線越趨于直線。隨齒數(shù)增加,齒根的齒形變厚,輪齒強(qiáng)度增加。
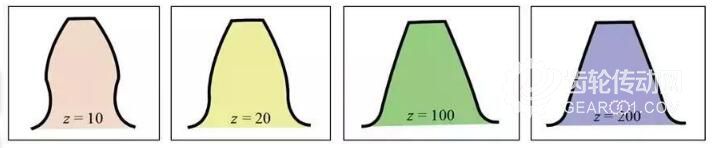
由上圖可以看到,齒數(shù)為10的齒輪,其輪齒的齒根處部分漸開線齒形被挖去,發(fā)生根切現(xiàn)象。但是如果對齒數(shù)z=10的齒輪采用正變位,增大齒頂圓直徑、增加輪齒的齒厚的話,可以得到與齒數(shù)200的齒輪同等程度的齒輪強(qiáng)度。
2)變位齒輪
下圖是齒數(shù)z=10的齒輪正變位切齒示意圖。切齒時(shí),刀具沿半徑方向的移動量xm(mm)稱為徑向變位量〔簡稱變位量)。
xm=變位量(mm)
x=變位系數(shù)
m=模數(shù)(mm)
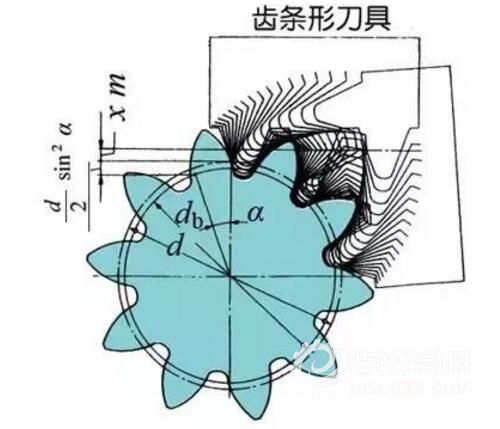
通過正變位的齒形變化。輪齒的齒厚增加,外徑(齒頂圓直徑〉也變大。齒輪通過采取正變位,可以避免根切(Undercut)的發(fā)生。對齒輪實(shí)行變位還可以達(dá)到其它的目的,如改變中心距,正變位可增加中心距,負(fù)變位可減少中心距。
不論是正變位還是負(fù)變位齒輪,都對變位量有限制。
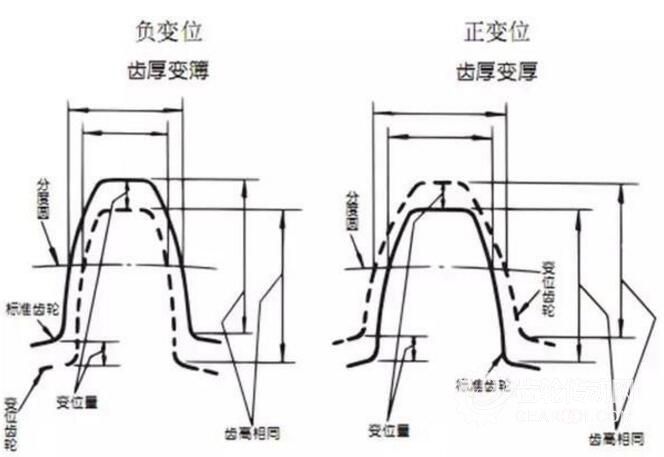
3)正變位和負(fù)變位
變位有正變位和負(fù)變位。雖然齒高相同,但齒厚不同。齒厚變厚的為正變位齒輪,齒厚變薄的為負(fù)變位齒輪。
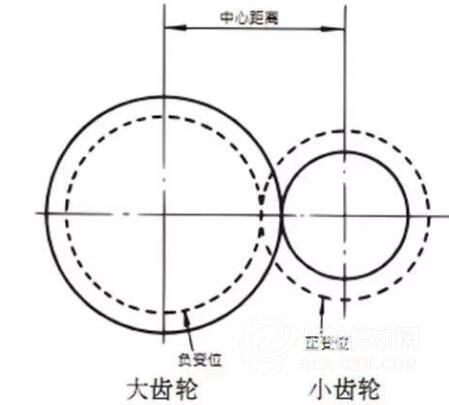
無法改變兩個(gè)齒輪的中心距時(shí),對小齒輪進(jìn)行正變位(避免根切),對大齒輪進(jìn)行負(fù)變位,以使中心距相同。這種情況下,變位量的絕對值相等。
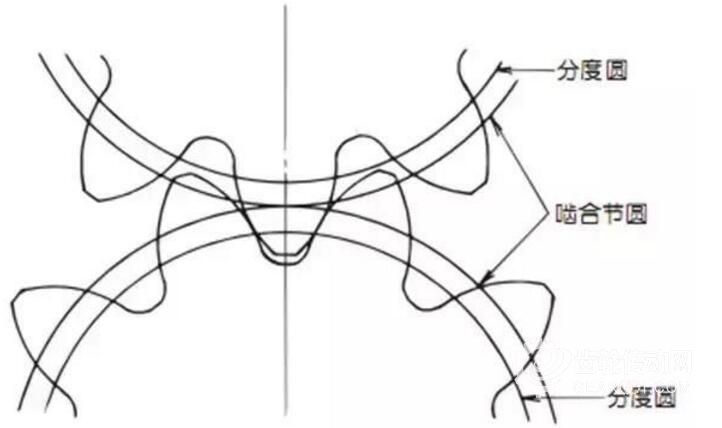
4)變位齒輪的嚙合
標(biāo)準(zhǔn)齒輪是在各個(gè)齒輪的分度圓相切狀態(tài)下嚙合。而經(jīng)過變位的齒輪的嚙合,如圖所示,是在嚙合節(jié)圓上相切嚙合。嚙合節(jié)圓上的壓力角稱為嚙合角。嚙合角與分度圓上的壓力角(分度圓壓力角)不同。嚙合角是設(shè)計(jì)變位齒輪時(shí)的重要要素。
6)齒輪變位的作用
可以防止在加工時(shí)因?yàn)辇X數(shù)少而產(chǎn)生的根切現(xiàn)象;通過變位可以得到所希望的中心距;在一對齒輪齒數(shù)比很大的情況下,對容易產(chǎn)生磨耗的小齒輪進(jìn)行正變位,使齒厚加厚。相反,對大齒輪進(jìn)行負(fù)變位,使齒厚變薄,以使得兩個(gè)齒輪的壽命接近。
7. 齒輪的精度
齒輪是傳遞動力和旋轉(zhuǎn)的機(jī)械要素。對于齒輪的性能要求主要有:
更大的動力傳遞能力
盡可能使用體積小的齒輪
低噪音
正確性
要想滿足如上所述的要求,提高齒輪的精度將成為必須解決的課題。
1)齒輪精度的分類
齒輪的精度大致可以分為三類:
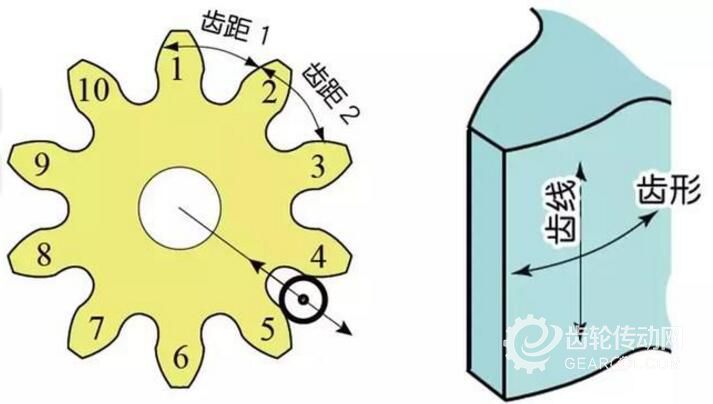
a)漸開線齒形的正確度—齒形精度
b)齒面上齒線的正確度—齒線精度
c)齒/齒槽位置的正確度
輪齒的分度精度—單齒距精度
齒距的正確度—累積齒距精度
夾在兩齒輪的測球在半徑方向位置的偏差—徑向跳動精度
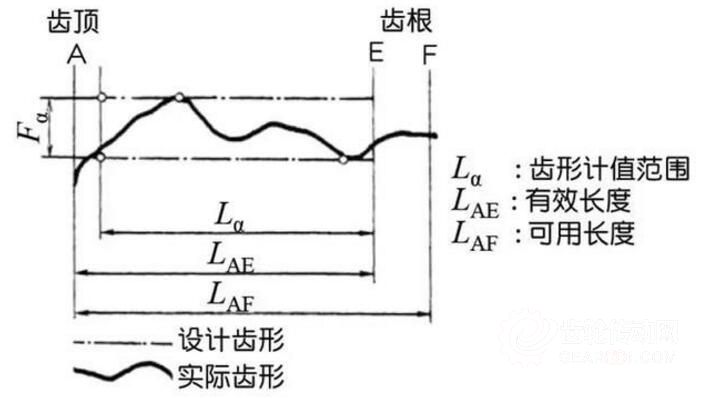
2)齒形誤差
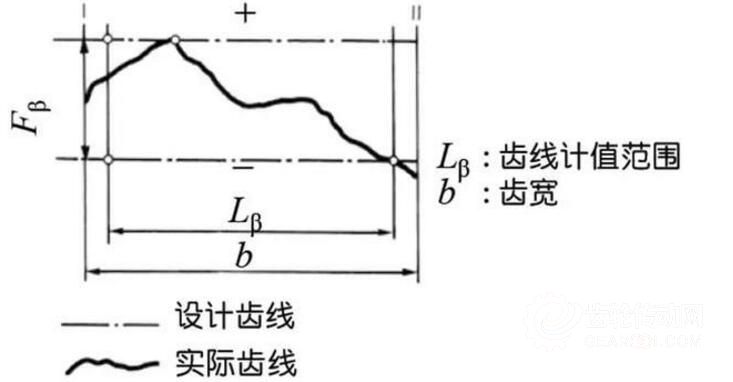
3)齒線誤差
4)齒距誤差
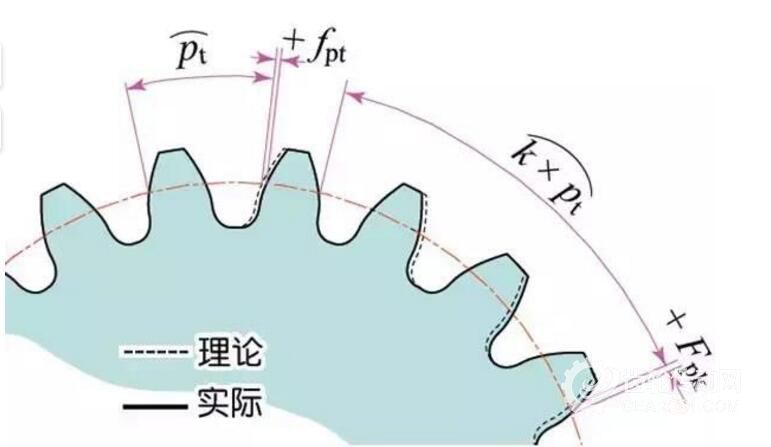
在以齒輪軸為中心的測定圓周上測量齒距值。
單齒距偏差(fpt)實(shí)際齒距與理論齒距的差。
齒距累積總偏差(Fp)測定全輪齒齒距偏差做出評價(jià)。齒距累積偏差曲線的總振幅值為齒距總偏差。
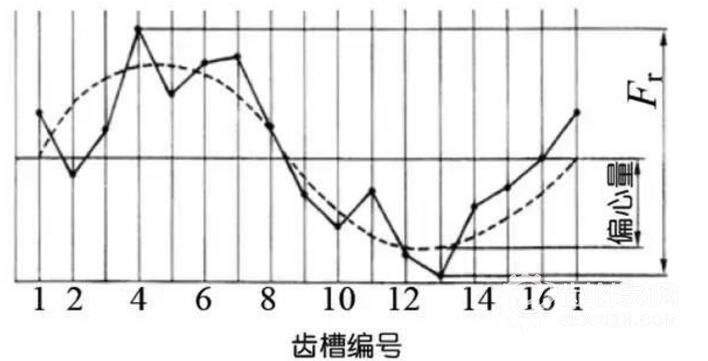
5)徑向跳動(Fr)
將測頭(球形、圓柱形)相繼置于齒槽內(nèi),測定測頭到齒輪軸線的最大和最小徑向距離之差。齒輪軸的偏心量是徑向跳動的一部分。
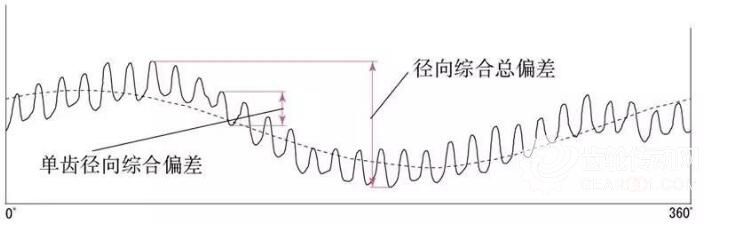
6)徑向綜合總偏差(Fi”)
到此為止,我們所敘述的齒形、齒距、齒線精度等,都是評價(jià)齒輪單體精度的方法。與此不同的是,還有將齒輪與測量齒輪嚙合后評價(jià)齒輪精度的兩齒面嚙合試驗(yàn)的方法。被測齒輪的左右兩齒面與測量齒輪接觸嚙合,并旋轉(zhuǎn)一整周。記錄中心距離的變化。下圖是齒數(shù)為30的齒輪的試驗(yàn)結(jié)果。單齒徑向綜合偏差的波浪線共有30個(gè)。徑向綜合總偏差值大約為徑向跳動偏差與單齒徑向綜合偏差的和。
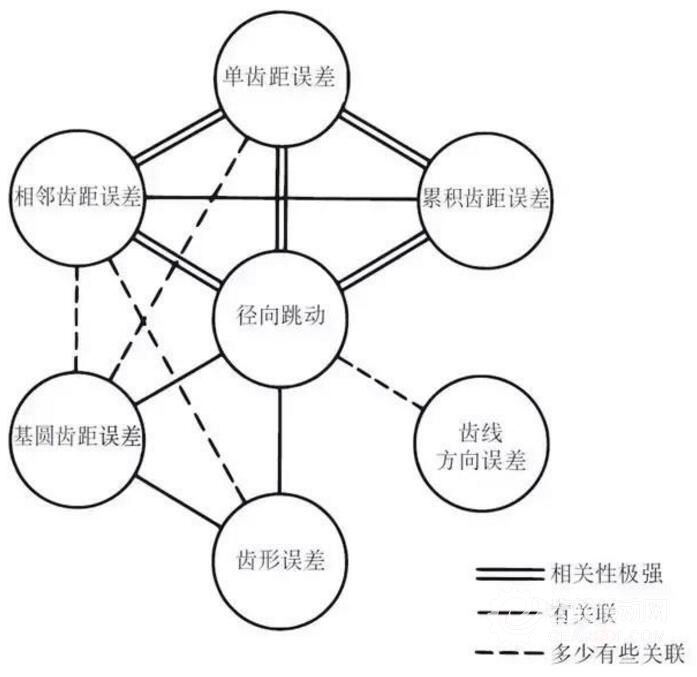
7)齒輪各種精度之間的關(guān)聯(lián)
齒輪的各部分精度之間是有關(guān)聯(lián)的,一般來說,徑向跳動與其它誤差的相關(guān)性強(qiáng),各種齒距誤差間的相關(guān)性也很強(qiáng)。
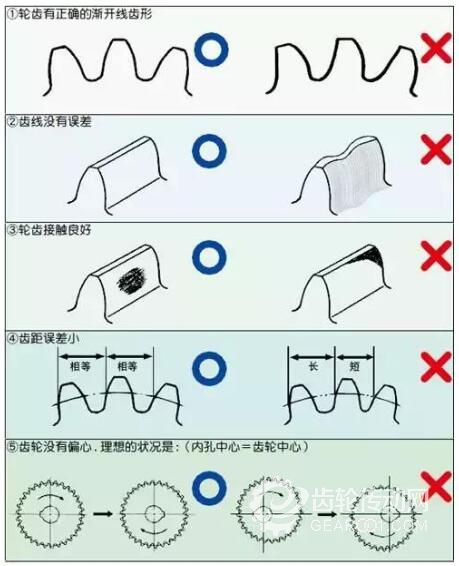
8)高精度齒輪的條件
8. 齒輪計(jì)算公式
標(biāo)準(zhǔn)正齒輪的計(jì)算(小齒輪①,大齒輪②)
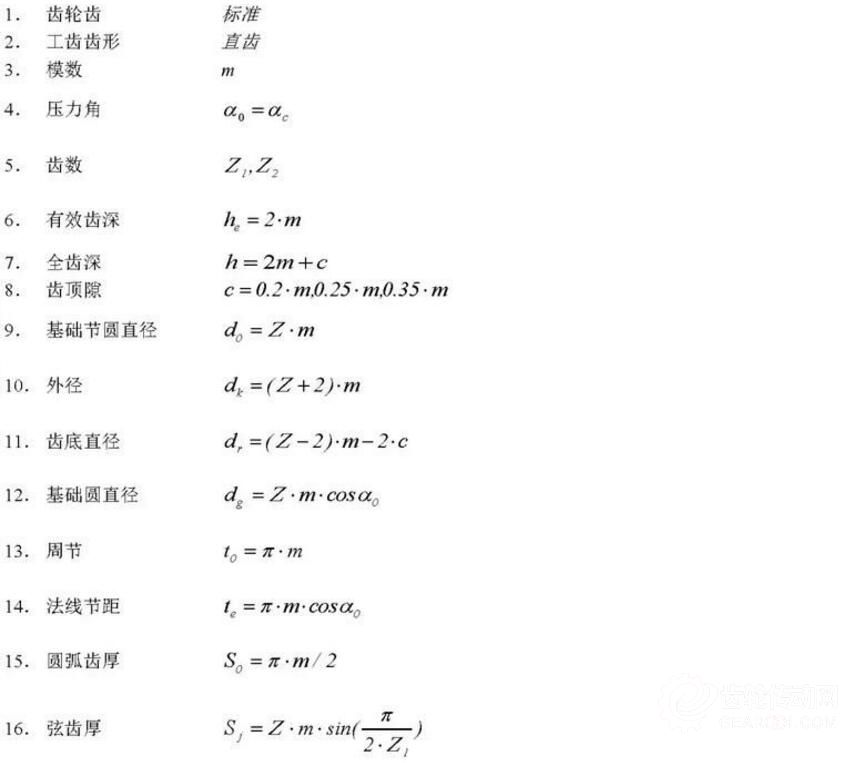

移位正齒輪計(jì)算公式(小齒輪①,大齒輪②)


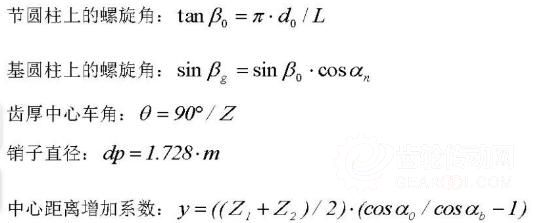
標(biāo)準(zhǔn)螺旋齒的計(jì)算公式(齒直角方式)(小齒輪①,大齒輪②)
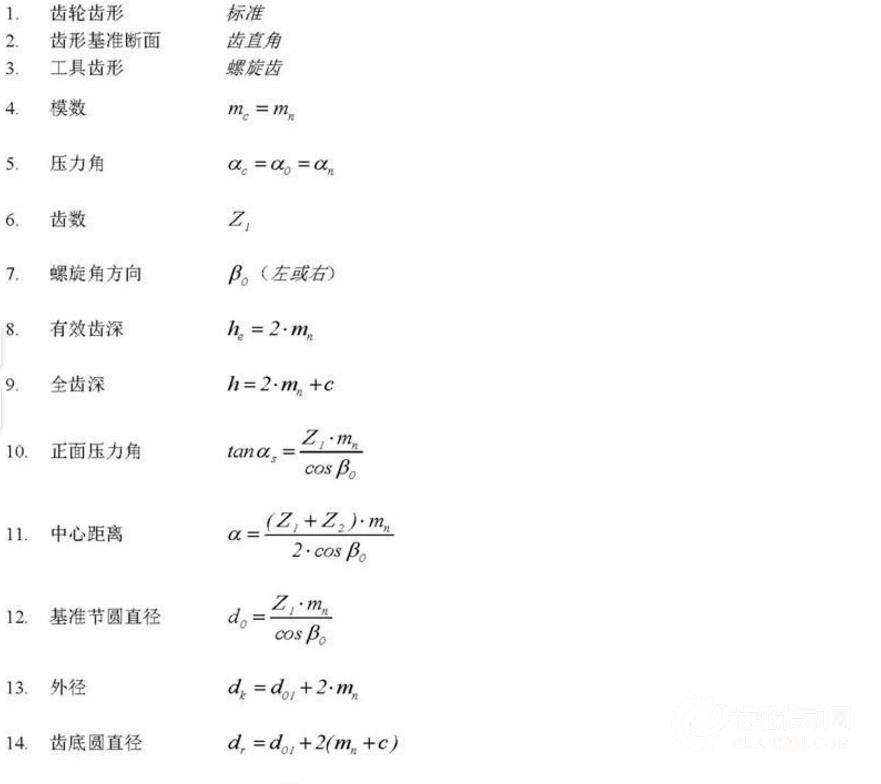

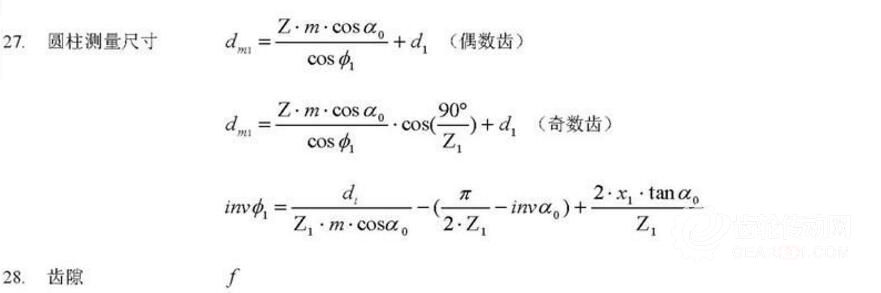
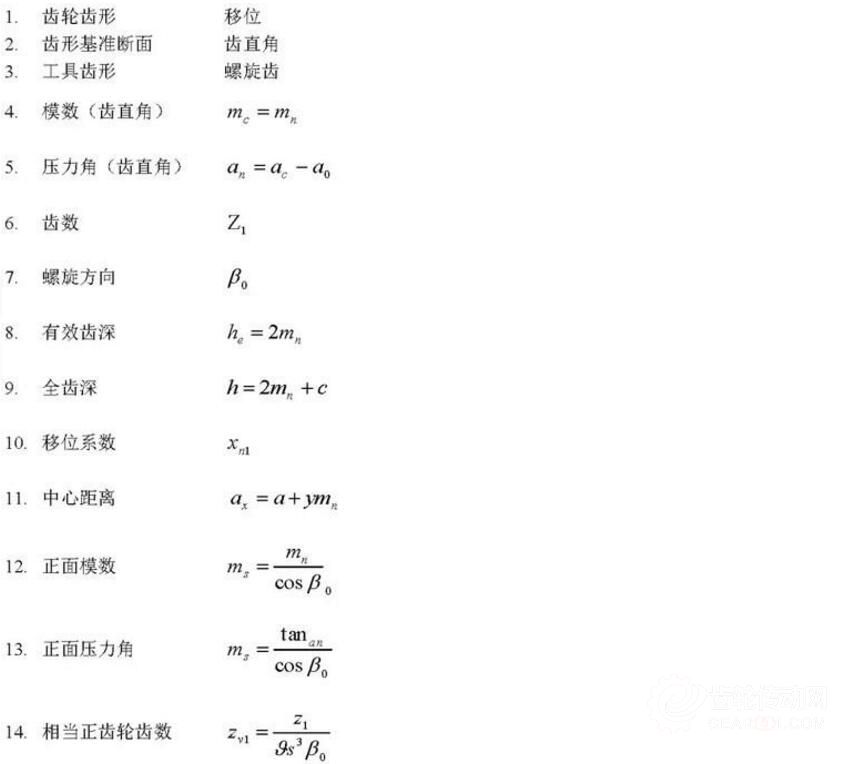
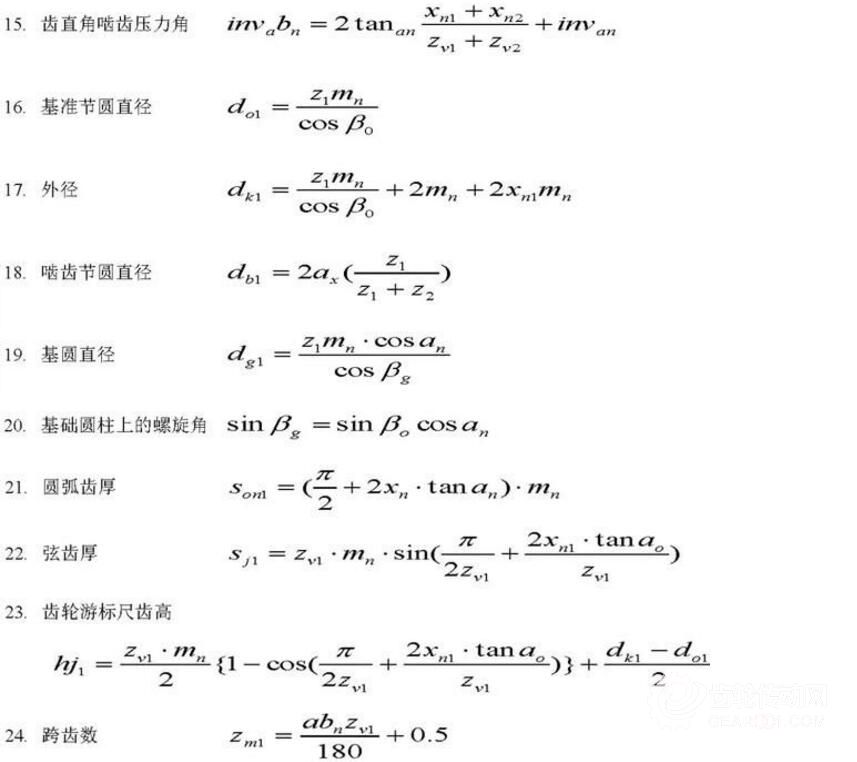
移位螺旋齒的計(jì)算公式(齒直角方式)(小齒輪①,大齒輪②)

齒輪是能互相嚙合的有齒的機(jī)械零件。它在機(jī)械傳動及整個(gè)機(jī)械領(lǐng)域中的應(yīng)用極其廣泛。
2. 齒輪的歷史
早在公元前350年,古希臘著名的哲學(xué)家亞里士多德在文獻(xiàn)中對齒輪有過記錄。公元前250年左右,數(shù)學(xué)家阿基米德也在文獻(xiàn)中對使用了渦輪蝸桿的卷揚(yáng)機(jī)進(jìn)行了說明。在現(xiàn)今伊拉克凱特斯芬遺跡中還保存著公元前的齒輪。
齒輪在我國的歷史也源遠(yuǎn)流長。據(jù)史料記載,遠(yuǎn)在公元前400~200年的中國古代就已開始使用齒輪,在我國山西出土的青銅齒輪是迄今已發(fā)現(xiàn)的最古老齒輪,作為反映古代科學(xué)技術(shù)成就的指南車就是以齒輪機(jī)構(gòu)為核心的機(jī)械裝置。15世紀(jì)后半的意大利文藝復(fù)興時(shí)期,著名的全才列奧納多.達(dá)芬奇,不僅在文化藝術(shù)方面,在齒輪技術(shù)史上也留下了不可磨滅的功績,經(jīng)過了500年以上,現(xiàn)在的齒輪仍然保留著當(dāng)時(shí)素描的原型。
直到17世紀(jì)末,人們才開始研究能正確傳遞運(yùn)動的輪齒形狀。18世紀(jì),歐洲工業(yè)革命以后,齒輪傳動的應(yīng)用日益廣泛;先是發(fā)展擺線齒輪,而后是漸開線齒輪,一直到20世紀(jì)初,漸開線齒輪已在應(yīng)用中占了優(yōu)勢。其后又發(fā)展了變位齒輪、圓弧齒輪、錐齒輪、斜齒輪等等。
現(xiàn)代齒輪技術(shù)已達(dá)到:齒輪模數(shù)0.004-100毫米;齒輪直徑由1毫米-150米;傳遞功率可達(dá)十萬千瓦;轉(zhuǎn)速可達(dá)十萬轉(zhuǎn)/分;最高的圓周速度達(dá)300米/秒。
國際上,動力傳動齒輪裝置正沿著小型化、高速化、標(biāo)準(zhǔn)化方向發(fā)展。特殊齒輪的應(yīng)用、行星齒輪裝置的發(fā)展、低振動、低噪聲齒輪裝置的研制是齒輪設(shè)計(jì)方面的一些特點(diǎn)。
3. 齒輪一般分為三大類
齒輪的種類繁多,其分類方法最通常的是根據(jù)齒輪軸性。一般分為平行軸、相交軸及交錯(cuò)軸三種類型。
1)平行軸齒輪:包括正齒輪、斜齒輪、內(nèi)齒輪、齒條及斜齒條等。
2)相交軸齒輪:有直齒錐齒輪、弧齒錐齒輪、零度齒錐齒輪等。
3)交錯(cuò)軸齒輪:有交錯(cuò)軸斜齒齒輪、蝸桿蝸輪、準(zhǔn)雙曲面齒輪等。
上表中所列出的效率為傳動效率,不包括軸承及攪拌潤滑等的損失。平行軸及相交軸的齒輪副的嚙合,基本上是滾動,相對的滑動非常微小,所以效率高。交錯(cuò)軸斜齒輪及蝸桿蝸輪等交錯(cuò)軸齒輪副,因?yàn)槭峭ㄟ^相對滑動產(chǎn)生旋轉(zhuǎn)以達(dá)到動力傳動,所以摩擦的影響非常大,與其他齒輪相比傳動效率下降。齒輪的效率是齒輪在正常裝配狀況下的傳動效率。如果出現(xiàn)安裝不正確的情況,特別是錐齒輪裝配距離不正確而導(dǎo)致同錐交點(diǎn)有誤差時(shí),其效率會顯著下降。
3.1 平行軸的齒輪
1)正齒輪
齒線與軸心線為平行方向的圓柱齒輪。因?yàn)橐子诩庸ぃ虼嗽趧恿鲃由鲜褂米顬閺V泛。
2)齒條
與正齒輪嚙合的直線齒條狀齒輪。可以看成是正齒輪的節(jié)圓直徑變成無限大時(shí)的特殊情況。
3)內(nèi)齒輪
與正齒輪相嚙合在圓環(huán)的內(nèi)側(cè)加工有輪齒的齒輪。主要使用在行星齒輪傳動機(jī)構(gòu)及齒輪聯(lián)軸器等應(yīng)用上。
4)斜齒齒輪
齒線為螺旋線的圓柱齒輪。因?yàn)楸日X輪強(qiáng)度高且運(yùn)轉(zhuǎn)平穩(wěn),被廣泛使用。傳動時(shí)產(chǎn)生軸向推力。
5)斜齒齒條,
與斜齒齒輪相嚙合的條狀齒輪。相當(dāng)于斜齒齒輪的節(jié)徑變成無限大時(shí)的情形。
6)人字齒輪
齒線為左旋及右旋的兩個(gè)斜齒齒輪組合而成的齒輪。有在軸向不產(chǎn)生推力的優(yōu)點(diǎn)。
3.2 相交軸齒輪
1)直齒錐齒輪
齒線與節(jié)錐線的母線一致的錐齒輪。在錐齒輪中,屬于比較容易制造的類型。所以,作為傳動用錐齒輪應(yīng)用范圍廣泛。
2)弧齒錐齒輪
齒線為曲線,帶有螺旋角的錐齒輪。雖然與直齒錐齒輪相比,制作難度較大,但是作為高強(qiáng)度、低噪音的齒輪使用也很廣泛。
3)零度錐齒輪
螺旋角為零度的曲線齒錐齒輪。因?yàn)橥瑫r(shí)具有直齒和曲齒錐齒輪的特征,齒面的受力情形與直齒錐齒輪相同。
3.3 交錯(cuò)軸齒輪
1)圓柱蝸桿副
圓柱蝸桿副是圓柱蝸桿和與之嚙合的蝸輪的總稱。運(yùn)轉(zhuǎn)平靜及單對即可獲得大傳動比為其最大的特征,但是有效率低的缺點(diǎn)。
2)交錯(cuò)軸斜齒齒輪
圓柱蝸桿副在交錯(cuò)軸間傳動時(shí)的名稱。可在斜齒齒輪副或斜齒齒輪與正齒輪副的情況下使用。運(yùn)轉(zhuǎn)雖然平穩(wěn),但只適合于使用在輕負(fù)荷的情況下。
3.4 其他特殊齒輪
1)面齒輪
可與正齒輪或斜齒齒輪嚙合的圓盤狀齒輪。在直交軸及交錯(cuò)軸間傳動。
2)鼓形蝸桿副
鼓形蝸桿及與之嚙合的蝸輪的總稱。雖然制造比較困難,但比起圓柱蝸桿副,可以傳動大負(fù)荷。
3)準(zhǔn)雙曲面齒輪
在交錯(cuò)軸間傳動的圓錐形齒輪。大小齒輪經(jīng)過偏心加工,與弧齒齒輪相似,嚙合原理非常復(fù)雜。
4. 齒輪的基本術(shù)語和尺寸計(jì)算
齒輪有很多齒輪所特有的術(shù)語和表現(xiàn)方法,為了使大家能更多的了解齒輪,在此介紹一些經(jīng)常使用的齒輪基本術(shù)語。
1)齒輪各部位的名稱
2)表示輪齒的大小的術(shù)語是模數(shù)
m1、m3、m8…被稱為模數(shù)1、模數(shù)3、模數(shù)8。模數(shù)是全世界通用的稱呼,使用符號m(模數(shù))和數(shù)字(毫米〉來表示輪齒的大小,數(shù)字越大,輪齒也越大。
另外,在使用英制單位的國家(比如美國),使用符號(徑節(jié))及數(shù)字(分度圓直徑為1英吋時(shí)的齒輪的輪齒數(shù))來表示輪齒的大小。比如:DP24、DP8等。還有使用符號(周節(jié))和數(shù)字(毫米)來表示輪齒大小的比較特殊的稱呼方法,比如CP5、CP10。
模數(shù)乘以圓周率即可得到齒距(p),齒距是相鄰兩齒間的長度。
用公式表示就是:
p=圓周率 x 模數(shù) = πm
不同模數(shù)的輪齒大小對比:
3)壓力角
壓力角是決定齒輪齒形的參數(shù)。即輪齒齒面的傾斜度。壓力角(α)一般采用20°。以前,壓力角為14.5°的齒輪曾經(jīng)很普及。
壓力角是在齒面的一點(diǎn)(一般是指節(jié)點(diǎn))上,半徑線與齒形的切線間所成之角度。如圖所示,α為壓力角。因?yàn)?alpha;’=α,所以α’也是壓力角。
A齒與B齒的嚙合狀態(tài)從節(jié)點(diǎn)看上去時(shí):
A齒在節(jié)點(diǎn)上推動B點(diǎn)。這個(gè)時(shí)候的推動力作用在A齒及B齒的共同法線上。也就是說,共同法線是力的作用方向,亦是承受壓力的方向,α則為壓力角。
模數(shù)(m)、壓力角(α)再加上齒數(shù)(z)是齒輪的三大基本參數(shù),以此參數(shù)為基礎(chǔ)計(jì)算齒輪各部位尺寸。
4)齒高與齒厚
輪齒的高度由模數(shù)(m)來決定。
全齒高 h=2.25m(=齒根高+齒頂高)
齒頂高(ha)是從齒頂?shù)椒侄染€的高度。ha=1m。
齒根高(hf)是從齒根到分度線的高度。hf=1.25m。
齒厚 (s)的基準(zhǔn)是齒距的一半。s=πm/2。
5)齒輪的直徑
決定齒輪大小的參數(shù)是齒輪的分度圓直徑(d)。以分度圓為基準(zhǔn),才能定出齒距、齒厚、齒高、齒頂高、齒根高。
分度圓直徑 d=zm
齒頂圓直徑da=d+2m
齒根圓直徑df=d-2.5m
分度圓在實(shí)際的齒輪中是無法直接看到的,因?yàn)榉侄葓A是為了決定齒輪的大小而假設(shè)的圓。
6)中心距與齒隙
一對齒輪的分度圓相切嚙合時(shí),中心距是兩個(gè)分度圓直徑的和的一半。
中心距a=(d1+d2)/2
在齒輪的嚙合中,要想得到圓滑的嚙合效果,齒隙是個(gè)重要的因素。齒隙是一對齒輪嚙合時(shí)齒面間的空隙。
齒輪的齒高方向也有空隙。這個(gè)空隙被稱為頂隙(Clearance)。頂隙(c)是齒輪的齒根高與相配齒輪的齒頂高之差。
頂隙 c=1.25m-1m=0.25m
7)斜齒齒輪
將正齒輪的輪齒螺旋狀扭轉(zhuǎn)后的齒輪為斜齒齒輪。正齒輪幾何計(jì)箅的大部分都可適用于斜齒齒輪。斜齒齒輪,根據(jù)其基準(zhǔn)面不同有2種方式:
端面(軸直角)基準(zhǔn)(端面模數(shù)/壓力角〉
法面(齒直角)基準(zhǔn)(法向模數(shù)/壓力角〉
端面模數(shù)mt和法向模數(shù)mn的關(guān)系式mt=mn/cosβ
8)螺旋方向與配合
斜齒齒輪、弧齒傘形齒輪等,輪齒呈螺旋狀的齒輪,螺旋方向和配合是一定的。螺旋方向是指當(dāng)齒輪的中心軸指向上下,從正面看上去時(shí),輪齒的方向指向右上的是[右旋],左上的是[左旋]。各種齒輪的配合如下所示。
5. 最常用的齒輪齒形是漸開線齒形
僅僅在摩擦輪的外周上分割出等分的齒距,裝上突起,然后相互嚙合轉(zhuǎn)動的話,會出現(xiàn)如下問題:
輪齒的切點(diǎn)產(chǎn)生滑動
切點(diǎn)的移動速度時(shí)快時(shí)慢
產(chǎn)生振動及噪音
輪齒傳動時(shí)既要安靜又要圓滑,由此,誕生了漸開曲線。
1)什么是漸開線
將一端系有鉛筆的線纏在圓筒的外周上,然后在線繃緊的狀態(tài)下將線漸漸放開。此時(shí),鉛筆所畫出的曲線即為漸開曲線。圓筒的外周被稱為基圓。
2)8齒漸開線齒輪示例
將圓筒8等分后,系上8根鉛筆,畫出8條漸開曲線。然后,將線向相反方向纏繞,按同樣方法畫出8條曲線,這就是以漸開曲線作為齒形,齒數(shù)為8的齒輪。
3)漸開線齒輪的優(yōu)點(diǎn)
即使中心距多少有些誤差,也可以正確的嚙合;
比較容易得到正確的齒形,加工也比較容易;
因?yàn)樵谇€上滾動嚙合,所以,可以圓滑地傳遞旋轉(zhuǎn)運(yùn)動;
只要輪齒的大小相同,一個(gè)刀具可以加工齒數(shù)不同的齒輪;
齒根粗壯,強(qiáng)度高。
4)基圓和分度圓
基圓是形成漸開線齒形的基礎(chǔ)圓。分度圓是決定齒輪大小的基準(zhǔn)圓。基圓與分度圓是齒輪的重要幾何尺寸。漸開線齒形是在基圓的外側(cè)形成的曲線。在基圓上壓力角為零度。
5)漸開線齒輪的嚙合
兩個(gè)標(biāo)準(zhǔn)的漸開線齒輪的分度圓在標(biāo)準(zhǔn)的中心距下相切嚙合。
兩輪嚙合時(shí)的模樣,看上去就像是分度圓直徑大小為d1、d2兩個(gè)摩擦輪(Friction wheels)在傳動。但是,實(shí)際上漸開線齒輪的嚙合取決于基圓而不是分度圓。
兩個(gè)齒輪齒形的嚙合接觸點(diǎn)按P1—P2—P3的順序在嚙合線上移動。請注意驅(qū)動齒輪中黃色的輪齒。這個(gè)齒開始嚙合后的一段時(shí)間內(nèi),齒輪為兩齒嚙合(P1、P3)。嚙合繼續(xù),當(dāng)嚙合點(diǎn)移動到分度圓上的點(diǎn)P2時(shí),嚙合輪齒只剩下了一個(gè)。嚙合繼續(xù)進(jìn)行,嚙合點(diǎn)移動到點(diǎn)P3時(shí),下一個(gè)輪齒開始在P1點(diǎn)嚙合,再次形成兩齒嚙合的狀態(tài)。就像這樣,齒輪的兩齒嚙合與單齒嚙合交互重復(fù)傳遞旋轉(zhuǎn)運(yùn)動。
基圓的公切線A一B被稱為嚙合線。齒輪的嚙合點(diǎn)都在這條嚙合線上。
用一個(gè)形象的圖來表示,就好像皮帶交叉地套在兩個(gè)基圓的外周上做旋轉(zhuǎn)運(yùn)動傳遞動力一樣。
6. 齒輪的變位分為正變位和負(fù)變位
我們通常使用的齒輪的齒廓一般都是標(biāo)準(zhǔn)的漸開線,然而也存在一些情況需要對輪齒進(jìn)行變位,如調(diào)整中心距、防止小齒輪的根切等。
1)齒輪的齒數(shù)與形狀
漸開線齒形曲線隨齒數(shù)多少而不同。齒數(shù)越多,齒形曲線越趨于直線。隨齒數(shù)增加,齒根的齒形變厚,輪齒強(qiáng)度增加。
由上圖可以看到,齒數(shù)為10的齒輪,其輪齒的齒根處部分漸開線齒形被挖去,發(fā)生根切現(xiàn)象。但是如果對齒數(shù)z=10的齒輪采用正變位,增大齒頂圓直徑、增加輪齒的齒厚的話,可以得到與齒數(shù)200的齒輪同等程度的齒輪強(qiáng)度。
2)變位齒輪
下圖是齒數(shù)z=10的齒輪正變位切齒示意圖。切齒時(shí),刀具沿半徑方向的移動量xm(mm)稱為徑向變位量〔簡稱變位量)。
xm=變位量(mm)
x=變位系數(shù)
m=模數(shù)(mm)
通過正變位的齒形變化。輪齒的齒厚增加,外徑(齒頂圓直徑〉也變大。齒輪通過采取正變位,可以避免根切(Undercut)的發(fā)生。對齒輪實(shí)行變位還可以達(dá)到其它的目的,如改變中心距,正變位可增加中心距,負(fù)變位可減少中心距。
不論是正變位還是負(fù)變位齒輪,都對變位量有限制。
3)正變位和負(fù)變位
變位有正變位和負(fù)變位。雖然齒高相同,但齒厚不同。齒厚變厚的為正變位齒輪,齒厚變薄的為負(fù)變位齒輪。
無法改變兩個(gè)齒輪的中心距時(shí),對小齒輪進(jìn)行正變位(避免根切),對大齒輪進(jìn)行負(fù)變位,以使中心距相同。這種情況下,變位量的絕對值相等。
4)變位齒輪的嚙合
標(biāo)準(zhǔn)齒輪是在各個(gè)齒輪的分度圓相切狀態(tài)下嚙合。而經(jīng)過變位的齒輪的嚙合,如圖所示,是在嚙合節(jié)圓上相切嚙合。嚙合節(jié)圓上的壓力角稱為嚙合角。嚙合角與分度圓上的壓力角(分度圓壓力角)不同。嚙合角是設(shè)計(jì)變位齒輪時(shí)的重要要素。
6)齒輪變位的作用
可以防止在加工時(shí)因?yàn)辇X數(shù)少而產(chǎn)生的根切現(xiàn)象;通過變位可以得到所希望的中心距;在一對齒輪齒數(shù)比很大的情況下,對容易產(chǎn)生磨耗的小齒輪進(jìn)行正變位,使齒厚加厚。相反,對大齒輪進(jìn)行負(fù)變位,使齒厚變薄,以使得兩個(gè)齒輪的壽命接近。
7. 齒輪的精度
齒輪是傳遞動力和旋轉(zhuǎn)的機(jī)械要素。對于齒輪的性能要求主要有:
更大的動力傳遞能力
盡可能使用體積小的齒輪
低噪音
正確性
要想滿足如上所述的要求,提高齒輪的精度將成為必須解決的課題。
1)齒輪精度的分類
齒輪的精度大致可以分為三類:
a)漸開線齒形的正確度—齒形精度
b)齒面上齒線的正確度—齒線精度
c)齒/齒槽位置的正確度
輪齒的分度精度—單齒距精度
齒距的正確度—累積齒距精度
夾在兩齒輪的測球在半徑方向位置的偏差—徑向跳動精度
2)齒形誤差
3)齒線誤差
4)齒距誤差
在以齒輪軸為中心的測定圓周上測量齒距值。
單齒距偏差(fpt)實(shí)際齒距與理論齒距的差。
齒距累積總偏差(Fp)測定全輪齒齒距偏差做出評價(jià)。齒距累積偏差曲線的總振幅值為齒距總偏差。
5)徑向跳動(Fr)
將測頭(球形、圓柱形)相繼置于齒槽內(nèi),測定測頭到齒輪軸線的最大和最小徑向距離之差。齒輪軸的偏心量是徑向跳動的一部分。
6)徑向綜合總偏差(Fi”)
到此為止,我們所敘述的齒形、齒距、齒線精度等,都是評價(jià)齒輪單體精度的方法。與此不同的是,還有將齒輪與測量齒輪嚙合后評價(jià)齒輪精度的兩齒面嚙合試驗(yàn)的方法。被測齒輪的左右兩齒面與測量齒輪接觸嚙合,并旋轉(zhuǎn)一整周。記錄中心距離的變化。下圖是齒數(shù)為30的齒輪的試驗(yàn)結(jié)果。單齒徑向綜合偏差的波浪線共有30個(gè)。徑向綜合總偏差值大約為徑向跳動偏差與單齒徑向綜合偏差的和。
7)齒輪各種精度之間的關(guān)聯(lián)
齒輪的各部分精度之間是有關(guān)聯(lián)的,一般來說,徑向跳動與其它誤差的相關(guān)性強(qiáng),各種齒距誤差間的相關(guān)性也很強(qiáng)。
8)高精度齒輪的條件
8. 齒輪計(jì)算公式
標(biāo)準(zhǔn)正齒輪的計(jì)算(小齒輪①,大齒輪②)
移位正齒輪計(jì)算公式(小齒輪①,大齒輪②)
標(biāo)準(zhǔn)螺旋齒的計(jì)算公式(齒直角方式)(小齒輪①,大齒輪②)
移位螺旋齒的計(jì)算公式(齒直角方式)(小齒輪①,大齒輪②)