“機器代人”是工業制造進入智能化、自動化不可避免的發展趨勢,也是體現著國家高端制造和科技水平的重要標志,“中國制造 2025”是國家全面實施制造強國政策,力求國家創造、創新能力增強,工業制造水平全面提升的戰略綱領。在我國制造行業中,工業機器人需求量極其迫切,逐年上漲。截至 2021 年 11 月份,我國工業機器人絕對產量高達 33 萬臺,較去年同比增長 49%。然而,工業機器人主要關鍵零部件,尤其是高精密減速器依舊依賴進口。在六關節自由度工業機械臂上,RV 減速器約占據整個機械臂成本的 35%。其中,擺線齒輪作為 RV 減速器中的核心傳動零部件,其精密加工方式和千萬級別的昂貴特種加工機床設備需求,導致擺線輪的制造總成本在整機減速器中的占比十分巨大。
近年來齒輪的低成本精密成形加工一直是研究熱點方向,國內外學者圍繞著直齒輪和擺線齒輪加工展開了眾多的研究。在擺線齒輪的傳統磨削加工上,SU 等均對磨削加工工藝參數進行了數值模擬和實驗探索研究,但依然存在著傳統磨削加工方式時間周期長、效率低的問題。另外,高速銑削也是一種新型加工方式,許建民利用五軸數控機床對擺線齒輪進行輪廓端銑加工,戚厚軍等通過建立擺線齒輪模型,對擺線齒輪高速周銑進行了彈性力和銑削力的預測,為控制高速銑削下的加工精度提供了理論依據和方法。3D 打印技術也被應用到 RV 減速器的制造中,李下蹊等通過建模 3D 打印制備出擺線齒輪實物,但這種成形方式成本極高,并且存在結合強度低的風險,不適合大批量加工。此外,BIERNACKI提出利用塑料制備擺線齒輪的新方式。
與此同時,直齒輪和錐齒輪已經逐步開始采用擠壓加工的方式,梁強等分別對載重汽車用直齒輪、錐齒輪和小型齒輪進行了冷擠壓加工研究。復合冷擠壓加工具有高效性和高精度等優點,已經逐漸成為齒輪精密成形的主要加工工藝。擠壓加工方式已經成功應用到直齒輪、錐齒輪和小型齒輪等領域,并且能夠達到高精度水準。如果采用精整擠壓加工方法制造擺線齒輪,其快速擠壓成形將極大的降低擺線齒輪的制造成本。因此,本文提出一種新型的冷精整成形加工擺線齒輪工藝,并研究了不同擠壓加工精整量ΔD、擠壓次數 n 對擺線齒輪精度的影響,優化了擺線齒輪冷精整工藝參數,為擺線齒輪的快速精密成形提供了一種全新的加工方向。
一、擠壓加工原理
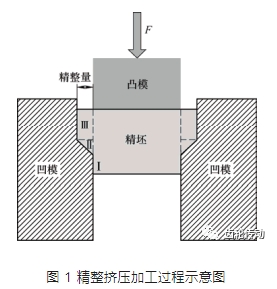
冷精整一般是指在室溫條件下對金屬精胚進行擠壓加工,將前處理好的工件胚料放入開式凹模內,在凸模快速的高壓作用下,達到金屬的屈服極限,迫使多余金屬從凹、凸模間隙流出,從而獲得設計所需尺寸、形狀以及一定力學性能的擠壓件。冷擠壓在加工過程中具有以下顯著特點:生產效率高、節約原材料、能夠提高零件的力學性能、具有較高的尺寸精度。
在整個精整擠壓過程中,金屬表面和內部都存在著較復雜的金屬流動,根據塑性形變原理,可將擠壓過程分為開始、基本和終了擠壓三個階段。并且在擠壓過程中主要存在三大區域,分別為Ⅰ已經形變區域;Ⅱ形變區域;Ⅲ待形變區域,擠壓過程示意圖如圖 1 所示。同時在精整擠壓過程中采用性能良好的潤滑劑,能夠使得金屬發生層流擠壓過程,最終能夠降低加工工件的表面粗糙度。
二、冷精整加工工藝
工藝流程
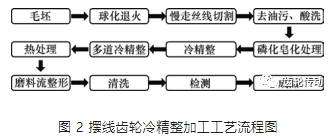
本文采用的多道冷精整工藝主要包括首先對毛坯進行球化退火處理,降低硬度,改善冷精整加工性能,后進行慢走絲線切割獲得擺線輪精坯。再緊接著對擺線輪精坯進行磷化皂化處理,使得擺線齒輪表面覆蓋一層潤滑層,潤滑層能有效減小擠壓過程中的摩擦阻力,促使擠壓更加順利流暢的進行。之后對已經做好預處理的精坯擺線輪進行多道冷精整加工,并在后續加工中進行熱處理和磨料流拋光表面處理。完整的擺線輪冷精整加工工藝流程如圖 2 所示。
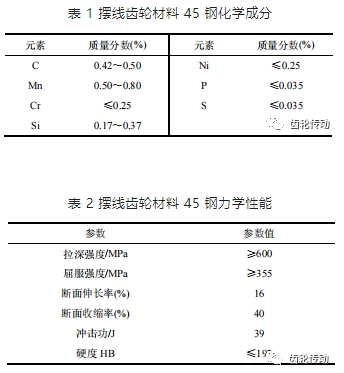
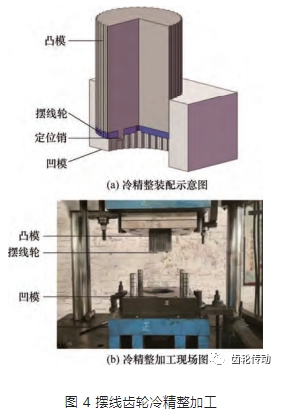
本文工藝采用的擺線齒輪材料為 45 鋼,其材料化學成分如表 1 所示,材料相對應的機械性能如表 2 所示,加工擺線齒輪幾何參數如表 3 所示。擺線齒輪原始胚料為圓餅狀 45 鋼,該材料強度較高、塑性和韌性較好,適合擠壓加工成形。原始圓餅狀胚料經慢走絲線切割加工成形至標準齒廓不同正偏差量,如圖 3 所示。冷精整加工制造采用佛山市康思達液壓機械有限公司提供的 Y32 系列重型工作臺液壓機,壓機液體最大工作壓力為 25 MPa。精胚擺線 齒輪與凸模通過定位銷定位,擺線齒輪上表面緊密貼合凸模,擠壓全程為勻速擠壓,擠壓完成后,擺線齒輪與凸模脫離,完成一道冷精整加工流程,其中冷精整裝配示意與實際加工如圖 4 所示。
工藝參數
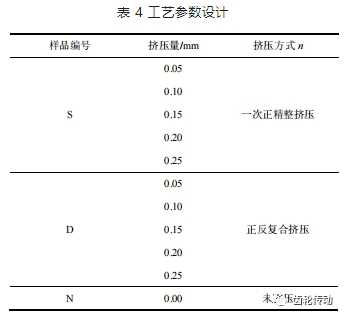
本文對精胚擺線齒輪進行冷精整加工,為研究冷精整參數對擺線齒輪輪廓精度影響,設計不同精整擠壓過盈加工量和精整次數,其中,擠壓加工精整量ΔD 范圍為 0.05~0.25 mm;擠壓次數 n 分別為一次正精整擠壓和兩次正反復合精整擠壓,整體參數設計如表 4 所示。
三、結果與分析
采用三坐標檢測儀(德國蔡司三坐標檢測儀 ZEISS CALYPSO)測量完成精整加工的擺線齒輪整體輪廓精度,并以擺線輪理論輪廓為標準值。其中,單個擺線齒輪分別檢測距離最左端 1 mm、4.5 mm、 8 mm 三處位置的輪廓曲線,標號分布為 1、2、3,如圖 5 所示。
擠壓精整量對輪廓精度的影響
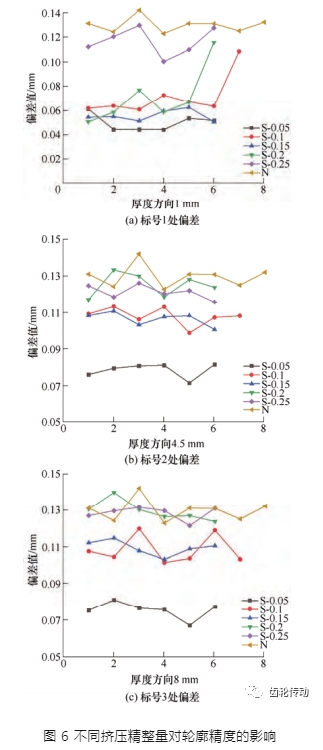
在精整加工過程中,擠壓精整量是冷精整工藝中最重要的參數之一,直接影響整形后擺線齒輪的整體精度。通過三坐標檢測的結果,在三處位置輪廓的整個擺線齒輪圓周分布范圍均勻隨機選取 6~ 8 個測量點偏差值,繪制偏差值與精整量之間的整體趨勢曲線。
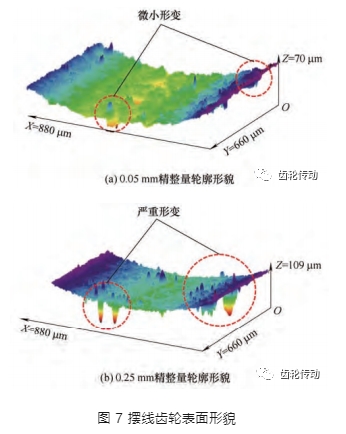
圖 6 所示為擺線齒輪輪廓精度隨著不同擠壓精整量的變化。總體而言,擺線齒輪的整體輪廓總偏差隨著擠壓精整量的增大而增大的。擠壓精整量為 0.05 mm 的時候三個標號處的平均偏差值僅為 0.06 mm,相比于未擠壓高達 0.14 mm 的偏差值,整體提升了 50%。而精整量為 0.1 mm 和 0.15 mm 的,輪廓總偏差較小,整體平均偏差值為 0.1 mm。當精整量不低于 0.2 mm,輪廓精度偏差值均大于 0.12 mm,具有最低的輪廓精度。這主要是因為當擠壓精整量較小時,在擠壓精整過程中,整個擺線輪與凹模直接是發生微小塑性形變,切除多余微量金屬層,對整體不會造成過大損傷,在一定程度上能夠提高整體精度和表面粗糙度。當擠壓精整量過大時,擠壓區域發生嚴重的塑性形變,即影響到粗糙度又影響到整體精度。通過超景深光學顯微鏡觀測微小精整量 0.05 mm 和大精整量 0.25 mm 下的擺線齒輪表面 3D 形貌,如圖 7 所示。由圖可知,在微小精整量齒輪整體形貌較為平整,而在大精整量存在嚴重形變區域。這也說明在大精整量下齒輪表面形變程度大、形變區域多,進而導致其整體精度偏低。因此,本文冷精整加工工藝的最優精整量為 0.05 mm。
擠壓次數對輪廓精度的影響
此外,在精整加工過程中,擠壓次數對成形質量也有著重要影響。本文針對擺線齒輪擠壓精整工藝,設計單次正精整擠壓(S-simple)和正反復合擠壓 (D-double)不同工藝研究,取不同精整量的平均偏差值,繪制偏差曲線。
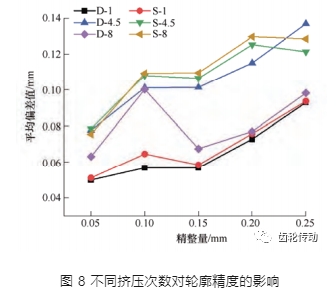
圖 8 所示為在不同擠壓次數下對輪廓偏差隨精整量變化曲線圖。從圖中可以發現,在不同精整量不同厚度位置上,單次精整擠壓輪廓精度偏差值在各精整量梯度上的整體趨勢均大于正反兩次擠壓,這說明多次擠壓能夠進一步提升整體輪廓精度。多次擠壓能夠在一定程度上提升輪廓精度,是由于單次擠壓時,存在有微小區域發生彈性形變,并不是塑性形變。當齒輪完成單次擠壓后,發生彈性形變的部分會恢復,影響輪廓精度。而進行正反兩次再次擠壓時,之前恢復未能擠壓的殘余區域將被再次擠壓掉,從而提升整體輪廓精度。從整體趨勢上看,呈現上升分布,當微小精整量為 0.05~0.10 mm 時,正反兩次擠壓精度均優于單次擠壓精度。當精整量 為 0.10~0.15 mm 時,整體輪廓精度趨勢上升較為緩和,當精整量大于 0.15~0.25 mm 處,整體偏差值上升加劇,輪廓精度最差。
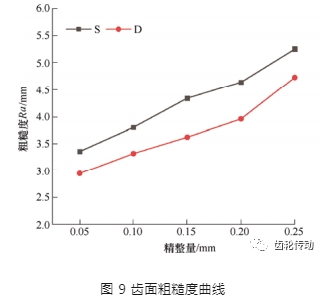
此外,由圖 9 齒面粗糙度曲線可以看出,在相同的精整條件下,擺線齒輪的表面粗糙度隨著精整量的增大而增大,同時多次精整能夠提升齒面的表面質量。例如,在精整量為 0.05 mm 下,正反兩次精整加工的齒面粗糙度為 2.84 μm,相比于僅單次精整的齒面粗糙度(3.35 μm)降低了 15%,說明多道精整能夠有效降低表面粗糙度從而提升整體輪廓精度。因此整體工藝應采用微小精整量 0.05 mm 配合正反兩次多道精整,以實現最優精度的擺線齒輪加工。
冷精整工藝結果
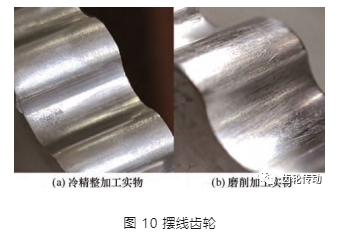
圖 10a 所示為采用精整量 0.05 mm 和經過正反兩次精整加工工藝的實物結果,擺線齒輪整體平均輪廓精度能夠達到高精度級別,精度為 8 級以上。圖 10b 所示為傳統磨削加工成形的擺線齒輪。對比可知,雖然冷精整加工成形的擺線齒輪在整體精度、齒面粗糙度上輕微低于磨削加工,但是擠壓加工工序時間僅為 10 s,相比于目前效率最高特種機床耗時長達 30 min 的擺線齒輪輪廓磨削工序,配合后續加工能顯著提升生產效率,大幅度降低加工平均成本。
四、結論與展望
本文采用冷精整加工工藝制造了 RV 減速器關鍵傳動部件擺線齒輪,分析了精整量和擠壓次數對擺線齒輪輪廓精度的影響,并通過超景深光學顯微鏡對其表面 3D 形貌進行了表征,得到如下結論。
(1) 冷精整量是擺線齒輪精整過程中的主要影響因素,采用大精整量的進行精整擠壓時容易發生不可逆的損傷性塑性變形。本文采用精整量為 0.05 mm 冷精整加工制造出的擺線齒輪輪廓精度最高。
(2) 相比于單次精整,正反兩次精整通過再次擠壓殘余區域,能夠進一步提升擺線齒輪整體輪廓精度。
(3) 本文提出的冷精整加工工藝加工擺線齒輪,能夠制造出高精度的擺線齒輪,同時整體制造成本低、加工周期短,為擺線齒輪低成本快速成形加工提供了一種新的加工手段。