面齒輪因其傳動(dòng)結(jié)構(gòu)緊湊、質(zhì)量小、無(wú)軸向定位要求、傳動(dòng)比大、重合度大、承載能力高和噪聲低等優(yōu)點(diǎn),在需要實(shí)現(xiàn)較大傳動(dòng)比的情況下,特別是在航空領(lǐng)域的旋翼機(jī)傳動(dòng)中具有廣闊的應(yīng)用前景。面齒輪傳動(dòng)技術(shù)目前被美國(guó)軍方、NASA 及少數(shù)單位和公司掌握,目前國(guó)內(nèi)對(duì)于面齒輪的加工技術(shù)研究還處于理論和試驗(yàn)階段,尚無(wú)批量生產(chǎn)的面齒輪加工機(jī)床。面齒輪軟齒面切齒加工方法主要有插齒、滾齒及基于五軸聯(lián)動(dòng)加工中心的逐點(diǎn)去除法,熱后磨齒加工方法主要有碟形砂輪磨齒和蝸桿砂輪磨齒兩種,上述面齒輪加工方法均存在一定的局限性。
車(chē)齒技術(shù)最早于 1910 年由 Wilhelm Von Pittler 提 出,蘇聯(lián)于 20 世紀(jì) 50 年代對(duì)車(chē)齒加工技術(shù)也有過(guò)較為深入的研究,但受制于當(dāng)時(shí)機(jī)床控制水平和加工精度,未能達(dá)到預(yù)期加工效果。隨著現(xiàn)代數(shù)控機(jī)床多軸聯(lián)動(dòng)的實(shí)現(xiàn)及控制精度的不斷提高,到 20 世紀(jì)六七十年代,國(guó)外已經(jīng)開(kāi)始將車(chē)齒法運(yùn)用到內(nèi)齒圈的切齒加工。克林貝格公司和格里森公司分別于 2011 年、2013 年先后研制了圓柱齒輪專(zhuān)用車(chē)齒機(jī)床,在保證加工精度的同時(shí),極大地提高了生產(chǎn)效率,其效率約為傳統(tǒng)插齒加工的4 ~ 5倍,但相關(guān)技術(shù)對(duì)外嚴(yán)格保密。此后,車(chē)齒法在國(guó)內(nèi)逐漸得到學(xué)者和行業(yè)關(guān)注,并基于圓柱齒輪的車(chē)齒加工,開(kāi)展了一定的研究工作。
當(dāng)前的車(chē)齒技術(shù)主要用于加工內(nèi)齒圓柱齒輪。為了在國(guó)產(chǎn)數(shù)控螺旋錐齒輪銑齒機(jī)上高效加工面齒輪,文中對(duì)面齒輪的車(chē)齒加工原理、車(chē)齒刀結(jié)構(gòu)設(shè)計(jì)方法進(jìn)行研究。通過(guò)設(shè)計(jì)面齒輪車(chē)齒刀,結(jié)合仿真與實(shí)際車(chē)齒加工,驗(yàn)證車(chē)齒法用于面齒輪加工的正確性和可行性。
一、直齒面齒輪齒面方程
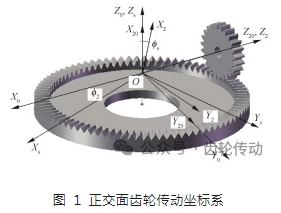
為了推導(dǎo)直齒面齒輪齒面方程,建立如圖 1 所示的面齒輪和圓柱齒輪嚙合的傳動(dòng)坐標(biāo)系。點(diǎn) O 為面齒輪軸線和與之相嚙合的圓柱齒輪軸線的交點(diǎn),以該點(diǎn)作為坐標(biāo)原點(diǎn),O-X20Y20Z20與 O-X0Y0Z0 分別為直齒圓柱齒輪和面齒輪的定坐標(biāo)系。O-X2Y2Z2 為固連于圓柱齒輪的動(dòng)坐標(biāo)系,其中Z20與 Z2 軸重合,動(dòng)坐標(biāo)系繞 Z2 軸轉(zhuǎn)過(guò)的角度為 ?s。O-XsYsZs為與面齒輪固連的動(dòng)坐標(biāo)系,Z0 與 Zs 軸重合,動(dòng)坐標(biāo)系繞 Zs 軸轉(zhuǎn)過(guò)的角度為 ?2 。
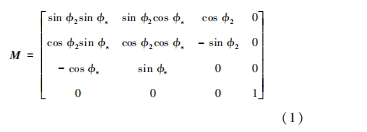
從圓柱齒輪動(dòng)坐標(biāo)系到面齒輪動(dòng)坐標(biāo)系的坐標(biāo)變換矩陣為:
γ2 ,γs 分別為圓柱齒輪和面齒輪的齒面方程,θ0 為圓柱齒輪漸開(kāi)線的初始夾角,θs 為其漸開(kāi)線上任意一點(diǎn)的角度參數(shù),us為其齒面的軸向坐標(biāo)。根據(jù)文獻(xiàn),面齒輪齒面方程應(yīng)滿(mǎn)足方程組:

于是在定坐標(biāo)系 O-X0Y0Z0 下,面齒輪齒面方程為:
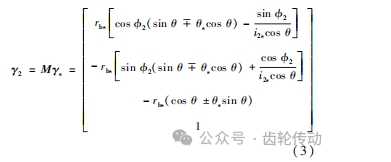
式中:θ = ?s ? (θs + θ 0);
rbs ———與面齒輪相嚙合的圓柱齒輪基圓半徑;
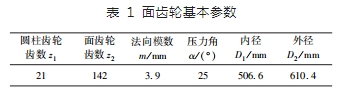
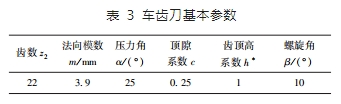
待加工面齒輪基本參數(shù)如表 1 所示。
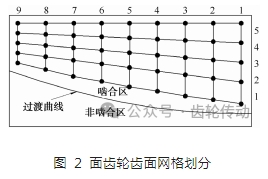
基于面齒輪的理想齒面方程,根據(jù) AGMA 2009— B01標(biāo)準(zhǔn),將面齒輪齒面劃分為 9×5 共 45 個(gè)離散點(diǎn)。面齒輪齒面的過(guò)渡曲線,是齒面嚙合區(qū)與非嚙合區(qū)的交線,以其作為邊界,離散點(diǎn)均取在齒面嚙合區(qū)內(nèi),如圖 2 所示。
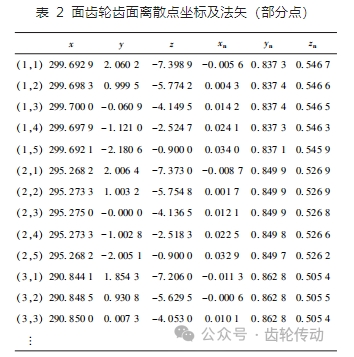
采用 MATLAB 編寫(xiě)了齒面離散點(diǎn)坐標(biāo)及法矢計(jì)算程序,直接輸入面齒輪基本參數(shù),得到如表 2 所示的標(biāo)準(zhǔn)齒面的坐標(biāo)及法矢。
二、面齒輪車(chē)齒加工運(yùn)動(dòng)模型
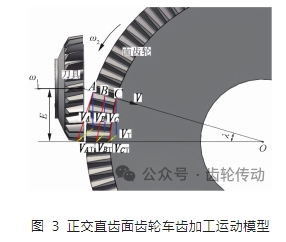
正交直齒面齒輪車(chē)齒加工的運(yùn)動(dòng)模型如圖 3 所示,圖中車(chē)齒刀的參考零點(diǎn)設(shè)在其端面圓心 A 處。刀具軸線與待加工的面齒輪軸線存在初始偏置距 E,直線 OA 與圖示中面齒輪水平方向直徑的夾角為 λ。
根據(jù)幾何關(guān)系,偏置距 E 可表示為:
E = R0 sin λ (4)
式中:R0———刀具參考點(diǎn)到面齒輪圓心 O 的距離,即 OA 的長(zhǎng)度。
λ 與車(chē)齒刀的螺旋角 β 大小相等,并滿(mǎn)足車(chē)齒刀切削刃處的螺旋角方向與偏置方向相同。刀具與工件分別按照角速度 ω1,ω2 繞各自軸線旋轉(zhuǎn),滿(mǎn)足 ω1 ,ω2 之比為面齒輪和車(chē)齒刀的齒數(shù)比。同時(shí),刀具以速度 V 沿著 AO 方向進(jìn)給。A,B,C 分別為面齒輪直徑方向上的 3 個(gè)點(diǎn),車(chē)齒刀從徑處開(kāi)始切入,切入至齒寬中間處和從內(nèi)徑處切出時(shí)的 3 個(gè)瞬時(shí)位置,VA ,VB ,VC 分別為 A,B,C 處嚙合點(diǎn)的線速度,刀具上嚙合點(diǎn)的線速度為 VT。車(chē)齒刀為齒輪刀具,加工過(guò)程可視為刀具與面齒輪的無(wú)隙強(qiáng)迫嚙合,刀刃每進(jìn)行一次切削,都會(huì)在工件上去除一部分材料。車(chē)齒刀和面齒輪對(duì)應(yīng)的嚙合點(diǎn)之間存在相對(duì)速度,且隨著刀具不斷靠近面齒輪幾何中心,面齒輪上嚙合點(diǎn)的線速度越來(lái)越小,而刀具線速度不變,因此,相對(duì)速度也在不斷變化,車(chē)齒加工正是 依靠這一相對(duì)速度,實(shí)現(xiàn)對(duì)工件的切削。
設(shè) Z1,Z2 分別為車(chē)齒刀和被加工面齒輪的齒數(shù),二者在加工過(guò)程中嚴(yán)格按照齒數(shù)比繞著各自軸線轉(zhuǎn)動(dòng),其關(guān)系為:
車(chē)齒刀沿 AO 方向進(jìn)給,速度為 V,可分解為水平和豎直方向上的速度分量 Vx 和 Vy,車(chē)齒刀從 A 點(diǎn)運(yùn)動(dòng)到 B 點(diǎn)即走過(guò)一個(gè)齒寬,為一次切削過(guò)程。完成一次上述加工之后,刀具沿著工件齒深方向進(jìn)給一定深度,重復(fù)上述切削過(guò)程,直到達(dá)到齒深尺寸。Vx 和 Vy 進(jìn)給速度分量大小為:
可見(jiàn),正交面齒輪的車(chē)齒加工運(yùn)動(dòng)關(guān)系并不復(fù)雜,除了主軸的旋轉(zhuǎn),只需要 X,Y,Z 方向的線性及工件繞其軸線旋轉(zhuǎn)這 4 個(gè)自由度即可實(shí)現(xiàn)。車(chē)齒加工運(yùn)動(dòng)模型中,必須保證車(chē)齒刀和工件嚴(yán)格按照傳動(dòng)比進(jìn)行強(qiáng)迫嚙合,同時(shí),在嚙合過(guò)程中,與面齒輪端平面平行的 2 個(gè)線性自由度隨著加工過(guò)程,按照一定速度進(jìn)給。
三、車(chē)齒刀結(jié)構(gòu)設(shè)計(jì)
車(chē)齒刀可參考插齒刀具的設(shè)計(jì)方法,在其基礎(chǔ)上對(duì)刀具進(jìn)行改進(jìn),以滿(mǎn)足車(chē)齒加工切削運(yùn)動(dòng)要求。車(chē)齒刀與插齒刀類(lèi)似,須具備切削角度,同時(shí)根據(jù)車(chē)齒加工運(yùn)動(dòng)模型,車(chē)齒刀還必須要有螺旋角 β,取值范圍一般為 5° ~35°。車(chē)齒刀每個(gè)刀齒相當(dāng)于圓柱齒輪的一個(gè)齒,其刀刃切削齒坯過(guò)程,可以看成是圓柱齒輪和面齒輪的嚙合過(guò)程。為了防止面齒輪與其相嚙合的圓柱齒輪嚙合過(guò)程中發(fā)生干涉,車(chē)齒刀齒數(shù)一般比圓柱齒輪多 1~3 個(gè)齒。根據(jù)車(chē)齒刀的結(jié)構(gòu)參數(shù),建立三維模型,用于導(dǎo)入 VERICUT 進(jìn)行切削仿真驗(yàn)證。
切削角度
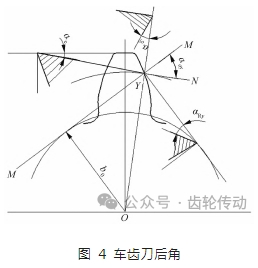
設(shè)壓力角為 α0,車(chē)齒刀的外圓面為圓錐面,頂刃后角為 αe;齒面兩側(cè)為漸開(kāi)螺旋面,形成側(cè)刃后角 αR。車(chē)齒刀結(jié)構(gòu)與插齒刀相似,其后角可參考插齒刀的設(shè)計(jì)方法來(lái)確定。如圖 4 所示,車(chē)齒刀頂刃后角 αe 為刀具徑向截面中齒頂交線與水平方向上的夾角,側(cè)刃后角 αR 為刀齒側(cè)面與刀具端面投影垂直的截面之間的夾角。
αR,αe,α0 之間的關(guān)系如下:
車(chē)齒刀具有螺旋角,其螺旋角方向上的后角 αe 與軸向后角 αen之間滿(mǎn)足:
為了改善切削條件,車(chē)齒刀需要有一定的前角。取較大的前角對(duì)切削條件有利,但是會(huì)增大齒形誤差,因此只有在加工精度要求比較低的情況下采用大前角。按照插齒刀的標(biāo)準(zhǔn)規(guī)定,前角一般取 γ = 5°,車(chē)齒刀可參考該方法進(jìn)行設(shè)計(jì),此時(shí)車(chē)齒刀的前刀面為內(nèi)凹圓錐面。同時(shí)由于前刀面為圓錐面,側(cè)刃也形成了一定的前角。
側(cè)刃上任意一點(diǎn)的前角 γn 可按照以下公式計(jì)算:
其中,αn 為該點(diǎn)上的壓力角,其計(jì)算公式為:
式中:rb,rn———基圓半徑和該點(diǎn)到刀具幾何中心的距離。
由于螺旋角的存在,車(chē)齒刀兩側(cè)切削角度必有一側(cè)是銳角,另一側(cè)為鈍角,與之對(duì)應(yīng)的切削刃分別稱(chēng)為銳邊和鈍邊。在加工斜齒插齒刀時(shí),可在加工刀具前角之前,通過(guò)對(duì)端面的漸開(kāi)線齒形進(jìn)行修正,從而減小由于加工出前角后,以及左右兩側(cè)螺旋角不同產(chǎn)生的齒形誤差,因此,可以考慮用插齒刀的刃形修正方法來(lái)對(duì)車(chē)齒刀的刀刃進(jìn)行類(lèi)似的修整,以達(dá)到減小刃形誤差的目的。
銳邊切削刃的分度圓后角為:
鈍邊切削刃的分度圓后角為:
可見(jiàn),Δβu = Δβd = Δβ,于是銳邊、鈍邊分度圓螺旋角分別為:
銳邊、鈍邊的基圓螺旋角分別為:
銳邊、鈍邊的分度圓壓力角應(yīng)滿(mǎn)足下式:

可得銳邊和鈍邊的基圓直徑分別為:

式中:z———車(chē)齒刀齒數(shù)。
車(chē)齒刀設(shè)計(jì)實(shí)例
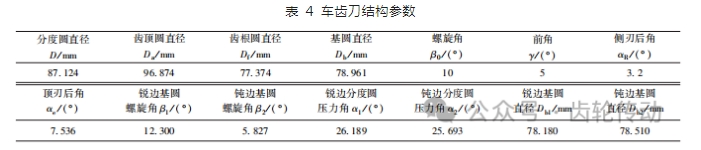
待加工直齒面齒輪齒數(shù)為 142,模數(shù)為 3. 9 mm,壓力角為 25°,內(nèi)、外徑分別為 506. 6 和 610. 4 mm。與之相嚙合的直齒圓柱齒輪為標(biāo)準(zhǔn)漸開(kāi)線齒輪,齒數(shù)為 21,其頂隙系數(shù)和齒頂高系數(shù)取漸開(kāi)線齒輪的標(biāo)準(zhǔn)值。根據(jù)文中第 2 節(jié)車(chē)齒加工運(yùn)動(dòng)模型可知,在車(chē)齒加工中,角度參數(shù) θ 與刀具螺旋角 β 相等。取較大的螺旋角,在切削點(diǎn)會(huì)產(chǎn)生更大的相對(duì)速度,對(duì)切削有利,但同時(shí)會(huì)增大偏置距,改變刀具切削刃在與其進(jìn)給方向垂直的平面上的刃形投影,增大齒形誤差。綜合考慮,初步確定刀具螺旋角 β = 10°。根據(jù)面齒輪基本參數(shù),可確定車(chē)齒刀的基本參數(shù)如表 3 所示,再根據(jù)齒輪刀具設(shè)計(jì)方法,計(jì)算得到表 4 中車(chē)齒刀的各項(xiàng)結(jié)構(gòu)參數(shù)。
車(chē)齒刀建模
為了更直觀地了解車(chē)齒刀的結(jié)構(gòu),并為后續(xù)仿真做準(zhǔn)備,結(jié)合刀具的各項(xiàng)基本參數(shù)及結(jié)構(gòu)參數(shù),在 SolidWorks 中建立車(chē)齒刀的三維模型。
由于車(chē)齒刀的齒形較為復(fù)雜,需要對(duì)其各個(gè)面進(jìn)行單獨(dú)建模,然后再將各個(gè)面剪裁、縫合成實(shí)體,如圖 5 所示。
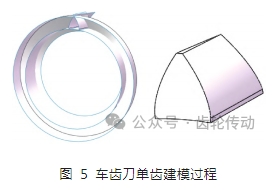
為了便于對(duì)整個(gè)刀具的建模,將刀具原點(diǎn)設(shè)置在端面圓心處。具體過(guò)程如下:
(1)分別在端面上繪制齒頂圓、齒底圓、基圓及分度圓,作為構(gòu)造線;
(2)繪制銳邊對(duì)應(yīng)的基圓及漸開(kāi)線,并按照基圓繪制螺旋角為 β1 的螺旋線,為便于后續(xù)對(duì)曲面進(jìn)行剪裁,其齒向長(zhǎng)度應(yīng)略大于車(chē)齒刀單齒的齒向長(zhǎng)度;
(3)將銳邊漸開(kāi)線按照螺旋線進(jìn)行掃描,形成銳邊及其側(cè)后刀面;
(4)根據(jù)鈍邊各項(xiàng)參數(shù),重復(fù)上述步驟,繪制出鈍邊及其側(cè)后刀面對(duì)應(yīng)的曲面;
(5)繪制齒頂及齒底在徑向平面上的交線,通過(guò)旋轉(zhuǎn),繪制齒頂及齒底的圓錐面,對(duì)各曲面進(jìn)行剪裁、填充、縫合曲面,形成車(chē)齒刀單齒的實(shí)體模型;
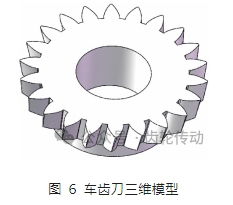
(6)用拉伸和旋轉(zhuǎn)等方式,建立車(chē)齒刀的基體結(jié)構(gòu),以刀具軸線為對(duì)稱(chēng)中心,將單齒進(jìn)行圓周陣列,完成對(duì)所有刀齒的建模。最后,根據(jù)參數(shù)將前端面旋轉(zhuǎn)切除成圓錐面,從而形成刀具前角,如圖 6 所示。
四、基于 VERICUT 的仿真加工
實(shí)際車(chē)齒過(guò)程應(yīng)分不同切深多次走刀,為了提高仿真效率,僅取面齒輪的 4 個(gè)齒槽進(jìn)行最后一次走刀過(guò)程的仿真。面齒輪車(chē)齒加工去除材料的過(guò)程如圖 7 所示,車(chē)齒刀沿著預(yù)設(shè)路徑,從外向內(nèi)進(jìn)行切削,每次切削均在工件上切出一小道溝槽,經(jīng)過(guò)若干次強(qiáng)迫嚙合去除材料,最終形成完整的齒槽。

通過(guò)仿真加工中齒槽的成形過(guò)程可知,用上述方法設(shè)計(jì)的車(chē)齒刀在加工面齒輪時(shí),銳邊和鈍邊切削順序是不一樣的,銳邊首先接觸到工件,先于鈍邊對(duì)工件進(jìn)行切削,當(dāng)車(chē)齒刀沿齒向方向進(jìn)給到一定深度后,鈍邊才開(kāi)始參與切削。刀具最后一次走刀結(jié)束,面齒輪加工完成。
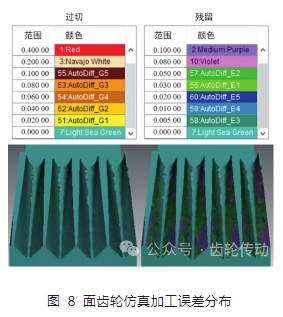
在 VERICUT 中,導(dǎo)入面齒輪理論齒面模型,將仿真加工得到的工件模型與理想面齒輪模型重合,設(shè)定不同誤差范圍的顏色,進(jìn)行可視化比較,得到如圖 8 所示的車(chē)齒面齒輪的過(guò)切(左)及殘留(右)誤差分布圖。加工后齒面存在少量過(guò)切及殘留,且誤差區(qū)域呈現(xiàn)非對(duì)稱(chēng)分布,殘留主要分布于靠近內(nèi)、外徑的齒頂區(qū)域;車(chē)齒齒面相對(duì)于理論齒面無(wú)過(guò)切現(xiàn)象,但齒面整體呈殘留狀態(tài),靠近齒頂部分殘留量在 0. 05 mm 以上,最大殘留量達(dá) 0. 1 mm,而齒面其他區(qū)域殘留量主要分布于 0. 3~0. 5 mm,無(wú)法達(dá)到精度要求。
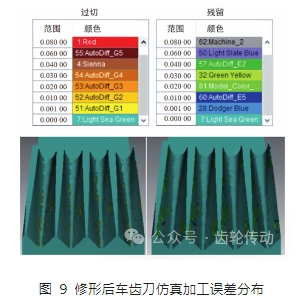
為了使車(chē)齒加工齒面與理論齒面更接近,需要對(duì)刀具刃形進(jìn)行修形,以提高車(chē)齒精度。上述仿真顯示齒面整體殘余,應(yīng)增加車(chē)齒刀的齒寬,經(jīng)過(guò)多次仿真切削,得到不同分度圓齒寬和齒頂圓角半徑的仿真結(jié)果如表 5 所示。
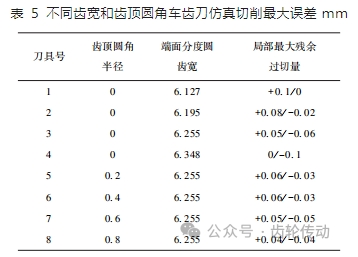
當(dāng)車(chē)齒刀分度圓齒寬取 6. 255 mm,刀具齒頂圓角半徑取 0. 8 mm 時(shí),所得到的加工齒面誤差相對(duì)最小,誤差比較結(jié)果如圖 9 所示,過(guò)切誤差主要分布在齒底和過(guò)渡曲面的交界處。另外,圖 9 中左齒面嚙合曲面上存在一個(gè)很小的過(guò)切區(qū)域,區(qū)域內(nèi)的最大過(guò)切量為-0. 04 mm,其余齒面的過(guò)切量均很小;齒面誤差以殘留為主,主要分布于靠近齒頂和外徑部分,其中最大殘余量為 0. 04 mm,齒面嚙合區(qū)上大部分區(qū)域的誤差在0. 01 mm以?xún)?nèi)。
五、實(shí)際加工驗(yàn)證
為了驗(yàn)證面齒輪車(chē)齒加工的設(shè)計(jì)參數(shù)、加工參數(shù)、車(chē)齒刀結(jié)構(gòu)設(shè)計(jì)及齒面離散點(diǎn)坐標(biāo)計(jì)算的正確性,在長(zhǎng)沙哈量凱帥精密機(jī)械有限公司的 H650C 螺旋錐齒輪銑齒機(jī)上進(jìn)行了實(shí)際加工驗(yàn)證,如圖 10 所示。在 L65 G 齒輪測(cè)量中心進(jìn)行了齒距精度和齒形誤差檢測(cè),如圖 11 所示。

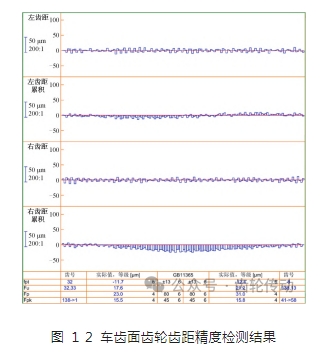
經(jīng)過(guò)齒輪中心測(cè)量,檢測(cè)結(jié)果如圖 12 所示,根據(jù)文獻(xiàn)可知,加工面齒輪的齒距精度達(dá)到 DIN6 級(jí)。將標(biāo)準(zhǔn)面齒輪離散點(diǎn)坐標(biāo)文件導(dǎo)入齒輪測(cè)量中心,得到實(shí)際加工齒面相對(duì)于理論齒面的齒形誤差如圖 13 所示。
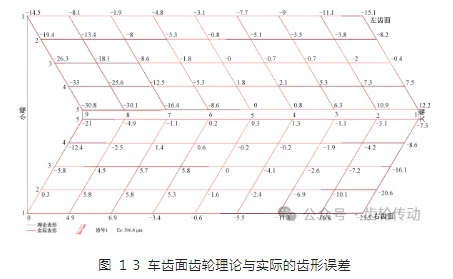
與標(biāo)準(zhǔn)面齒輪齒面相比,左、右兩個(gè)齒面最大過(guò)切量為-0. 033 0 mm,最大殘余量為 0. 012 2 mm;左齒面靠近大端齒頂部分呈過(guò)切狀態(tài),齒底呈殘余狀態(tài),誤差絕對(duì)值不超過(guò) 0. 016 mm;靠近小端區(qū)域整體呈過(guò)切狀態(tài),誤差量向小端方向呈增加趨勢(shì),且越靠近齒底的過(guò)切量越大,但大端誤差范圍總體比小端的小;右齒面靠近大端區(qū)域呈過(guò)切狀態(tài),靠近小端區(qū)域除邊界外均呈少量殘余狀態(tài),靠近大端齒頂及小端齒底的過(guò)切量相對(duì)較大,為-0. 025 5 mm,其余部分的齒形誤差絕對(duì)值均在 0. 010 mm 以?xún)?nèi),與仿真結(jié)果基本一致。
六、結(jié)論
(1)根據(jù)面齒輪齒面方程及相關(guān)標(biāo)準(zhǔn),編寫(xiě)了參數(shù)化的 MATLAB 齒面網(wǎng)格離散點(diǎn)計(jì)算程序,輸入面齒輪基本參數(shù)可生成標(biāo)準(zhǔn)齒面的檢測(cè)文件。
(2)基于面齒輪車(chē)齒加工運(yùn)動(dòng)模型,確定面齒輪車(chē)齒加工重要參數(shù),為加工程序的編寫(xiě)提供依據(jù)。
(3)在插齒刀設(shè)計(jì)的基礎(chǔ)上,結(jié)合漸開(kāi)線圓柱齒輪車(chē)齒刀的設(shè)計(jì)方法,計(jì)算得到面齒輪車(chē)齒刀的結(jié)構(gòu)參數(shù),并對(duì)車(chē)齒刀進(jìn)行建模和仿真。
(4)采用 VERICUT 軟件構(gòu)建機(jī)床、編入數(shù)控加工程序,進(jìn)行了面齒輪車(chē)齒仿真加工,基于初步仿真結(jié)果,以車(chē)齒刀分度圓齒寬和齒頂圓角為變量,對(duì)刀具進(jìn)行了優(yōu)化,以提高仿真加工精度;優(yōu)化后車(chē)齒刀的齒面局部齒面誤差最大過(guò)切量為-0. 04 mm,靠近大端齒頂?shù)凝X面最大殘余量為 0. 04 mm,嚙合區(qū)大部分齒面與理論齒面之間的誤差基本均在 0. 01 mm 以?xún)?nèi)。
(5)文中進(jìn)行了面齒輪實(shí)際車(chē)齒試驗(yàn)。根據(jù)齒面離散點(diǎn)劃分標(biāo)準(zhǔn),在實(shí)際測(cè)量中確定齒面離散點(diǎn)測(cè)量區(qū)域時(shí),由于邊界相對(duì)于整個(gè)齒面必須具有一定的縮進(jìn)量,因此將避開(kāi)大端齒頂?shù)臍埩魠^(qū)域。面齒輪在齒輪測(cè)量中心的測(cè)量誤差結(jié)果顯示,最大過(guò)切量為-0. 0330mm,最大殘留量為 0. 012 2 mm,與仿真結(jié)果基本一致,證明了面齒輪車(chē)齒刀設(shè)計(jì)方法及對(duì)應(yīng)車(chē)齒加工的正確性。
參考文獻(xiàn)略.