斜齒輪有以下優點:①齒面接觸線是斜線,一對齒逐漸進入和脫離嚙合,傳動平穩、噪聲小、宜高速傳動;②重合度較大,并且重合度會隨齒寬和螺旋角的增大而增大,承載能力高;③最小齒數較少,機構更緊湊。因此,斜齒輪的應用非常廣泛,而其模型的建立也是機械產品數字化設計的重要組成部分。
SolidWorks 軟件是一個機械設計自動化應用程序,具有三維建模等功能。近十幾年來,關于漸開線斜齒輪在 SolidWorks 軟件環境下的三維建模的相關文獻有很多;有的用樣條曲線等做了近似處理; 有的在 CAXA 電子圖版中生成平面的漸開線齒形草圖;有的通過 C 語言編程或 MATLAB 或 Microsoft Excel 計算齒面的坐標數據;有的利用 GearTrax 插件進行建模;有的利用 Visual Basic 對 SolidWorks 進行了二次開發。這些方法普遍都比較復雜,而且有些要依賴外部軟件、插件。基于此,筆者直接利用 Solid? Works 軟件的基本功能,包括設置全局變量和方程式驅動的曲線等,得到漸開線斜齒輪的三維模型;另外還推導出了漸開線斜齒輪的基圓槽寬半角、基圓半徑、導程和漸開線起始圓壓力角的表達式。SolidWorks 建模具有簡單、快捷、精度高、方便修改等優點,為機械產品的快速設計奠定了基礎。
一、建模思路
漸開線斜齒輪在任意一個橫截面(垂直于軸線的平面)中的參與嚙合的齒廓都可以用漸開線函數表示,其左側或右側的漸開線齒廓的形狀僅由基圓半徑決定,分度圓上的齒厚或齒槽寬則受到基圓槽寬半角或者法向變位系數的直接影響。斜齒輪在任意兩個橫截面中的齒廓是旋轉對稱的。從一個起始橫截面開始,旋轉的角度是隨著橫截面離起始橫截面的距離均勻變化的,因此斜齒輪可以用起始橫截面的齒廓和導程完全定義。另外,齒數為 z 的斜齒輪,它的 z 個齒槽的齒廓是關于斜齒輪的軸線旋轉對稱的,且角度位置也是等間距的,相鄰的兩個齒槽相差角度為 360°/ z。因此文章考慮先用掃描切除得到一個齒槽,具體步驟為:①創建起始橫截面的齒廓,作為掃描切除的輪廓;②創建半徑不變、角度隨高度均勻變化且導程為規定值的螺旋線,作為掃描切除的路徑;③掃描切除。最后再通過等間距的圓周陣列得到所有的齒槽。
二、建模步驟
輸入全局變量
在 SolidWorks 中,進入“菜單→工具→方程式”,按表 1 所列,輸入各全局變量。注意“角度方程單位”要在“度數”和“弧度”之間選擇“弧度”。
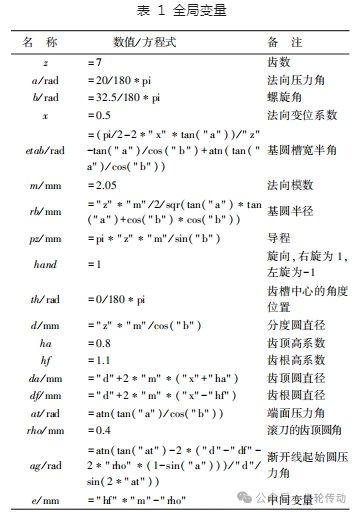
在這 19 個全局變量中,作為參數需要輸入數值的是齒數 z、法向壓力角 a、螺旋角 b、法向變位系數 x、法向模數 m、旋向 hand(右旋為 1,左旋為-1)、齒槽中心的角度位置 th、齒頂高系數 ha、齒根高系數 hf和滾刀的齒頂圓角 rho。其余的全局變量按上表中的方程式自動求解。下面給出部分較復雜的全局變量的表達式的推導過程。
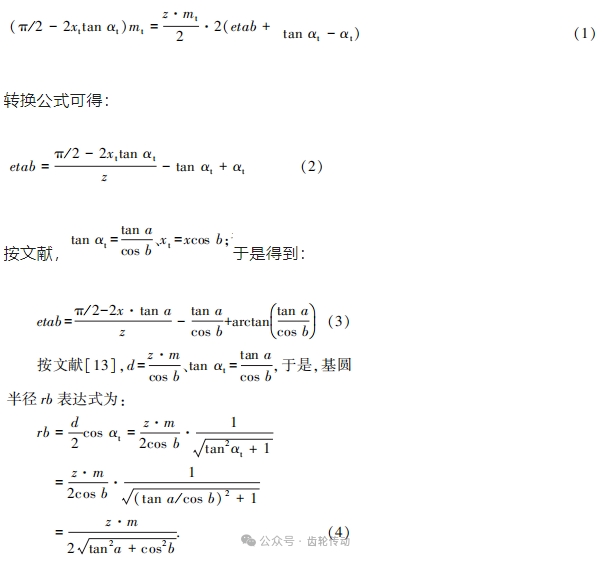
基圓槽寬半角 etab 表達式的推導:按文獻,端面分度圓上的齒槽寬為(π/ 2-2xt tan αt)mt,其中 xt 為端面變位系數、αt 為端面壓力角、mt 為端面模數;分度圓上的半徑為 ![]() 齒槽寬的角度為 2( etab + tan αt -αt);端面分度圓上的齒槽寬也可以通過分度圓半徑乘齒槽寬的角度得到,即:
齒槽寬的角度為 2( etab + tan αt -αt);端面分度圓上的齒槽寬也可以通過分度圓半徑乘齒槽寬的角度得到,即:
導程 pz 表達式的推導可按文獻,考慮把分度圓上的圓柱和螺旋線展開在平面上,得到一個直角三角形,其中和軸線平行的直角邊的長度為導程 pz,和軸線垂直的直角邊的長度為 π 乘分度圓直徑 d,而斜邊和平行于軸線的直角邊的夾角就是螺旋角 b,故:
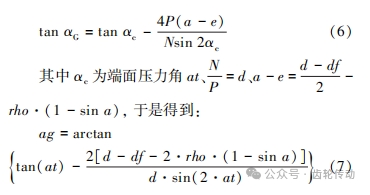
漸開線起始圓壓力角 ag 表達式的推導可按文獻,漸開線起始圓壓力角 αG 需滿足:
創建齒頂圓柱特征
以 Z 軸為軸線,以齒頂圓直徑 da 為直徑創建一個圓柱特征,如圖 1 所示,可以用“旋轉” 也可以用 “拉伸”進行創建。
創建掃描的路徑
創建一個3D 草圖,在此 3D 草圖中創建一條“方程式驅動的曲線”,如圖 2 所示。其參數方程式如表 2 所列,其中 t 為參數。
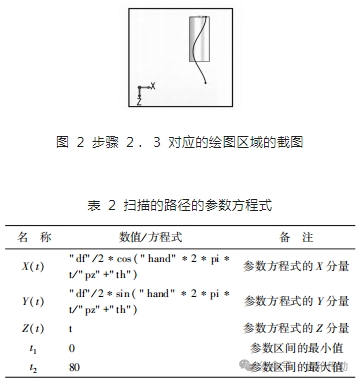
這里創建的曲線即螺旋線。其軸線為 Z 軸,起始的角度為 th,導程為 pz,半徑為齒根圓半徑,df/2。事實上,這里半徑不管是取齒根圓半徑還是齒頂圓半徑,只要半徑保持定值,掃描切除的效果都是一樣的,即任意一個橫截面中的齒廓和起始橫截面的齒廓都旋轉對稱,齒廓旋轉的角度隨高度按 pz 的導程均勻變化。
創建掃描的輪廓
創建掃描的輪廓步驟如下。
(1)以“前視基準面” (即包含 X 軸和 Y 軸的平面)為草圖平面創建一個草圖。
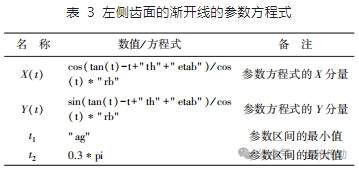
(2)在步驟(1)中的草圖中創建一條“方程式驅動的曲線”,即左側齒面的漸開線,注意方程式類型要在“顯性” 和“參數性” 中選擇“參數性”。其參數方程式如表 3 所列,其中 t 為參數。
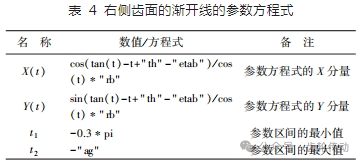
(3)在步驟(1)中的草圖中創建一條“方程式驅動的曲線”,即右側齒面的漸開線,注意方程式類型要在“顯性” 和“參數性” 中選擇“參數性”。其參數方程式如表 4 所列,其中 t 為參數。
這里步驟(2)、(3)中創建的兩條曲線都是漸開線。齒槽中心的角度位置是 th,利用基圓槽寬半角的定義可知,左側的漸開線與基圓的交點的角度位置是 th+etab,右側的漸開線與基圓的交點的角度位置是 th -etab。按文獻,左側的漸開線曲線上,參數為 t的點的角度位置為 tan(t) -t+th+etab,和軸線的距離為 rb / cos(t),其中 t 為正值,它就等于該點的壓力角; 而在右側的漸開線曲線上,參數為 t 的點的角度位置為 tan(t)-t+th-etab,和軸線的距離為 rb / cos(t),其中 t 為負值,它等于該點的壓力角的相反數。
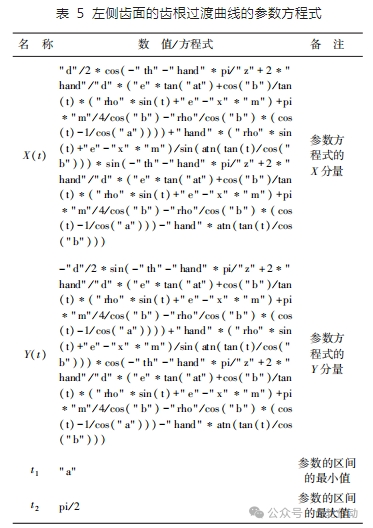
(4)在步驟(1)中的草圖中創建一條“方程式驅動的曲線”,即左側齒面的齒根過渡曲線,注意方程式類型要在“顯性” 和“參數性” 中選擇“參數性”。其參數方程式如表 5 所列,其中 t 為參數。
(5)在步驟(1)中的草圖中創建一條“方程式驅動的曲線”,即右側齒面的齒根過渡曲線,注意方程式類型要在“顯性” 和“參數性” 中選擇“參數性”。其參數方程式按表 6 所列,其中 t 為參數。
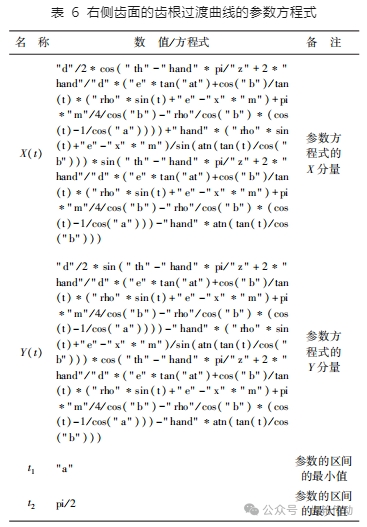
齒根過渡曲線的表達式較復雜,尤其是斜齒輪,因此很多文獻都用圓弧近似處理。雖然齒根過渡部分不參與斜齒輪的嚙合運動,但是它對于斜齒輪的輪齒根部的彎曲應力等具有重要影響。文章繪制了精確的斜齒輪的齒根過渡曲線。
以右側齒面的齒根過渡曲線的表達式為例,有:

參數 t 的取值范圍是從法向壓力角 a 到 π/2。此表達式是引用文獻中的表達式并令其中的分錐角為零得到的。
(6)在步驟(1)中的草圖中,以原點為圓心,以齒根圓直徑 df為直徑創建一段圓弧,即齒根圓弧,連接步驟(4)和(5)中創建的兩條齒根過渡曲線。
(7)連接步驟(2)和(3)中創建的兩條漸開線的兩個外側的端點并創建一段圓弧使輪廓閉合,如圖 3 所示。
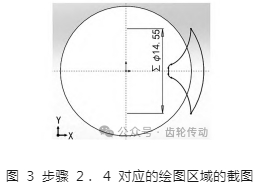
注意,這里漸開線內側的端點,即參數 t 為 ag 或 -ag 的點,是和同側的齒根過渡曲線外側的端點,即參數 t 為 a 的點剛好重合的(它就是漸開線起始點),才能保證草圖輪廓的閉合性。
創建“掃描切除”的特征
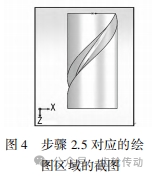
創建一個“掃描切除”特征,在“輪廓掃描”和“實 體掃描”中選擇“輪廓掃描”。選擇“掃描切除”的輪廓為圖 3 所示的草圖,選擇“掃描切除”的路徑為圖 2 所示的 3D 草圖。掃描切除后的結果如圖 4 所示。
創建“圓周陣列”的特征
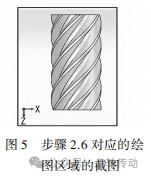
創建一個“圓周陣列”的特征,其“陣列軸”選擇Z 軸,“角度” 輸入 360°,“實例數” 輸入齒數 z 的數值,并在“等間距”前面勾選。“要陣列的特征”選擇 2.5 節創建的“掃描切除”。至此,整個斜齒輪的建模就完成了,結果如圖 5 所示。
三、結語
文章直接利用SolidWorks 軟件的基本功能,包括設置全局變量和方程式驅動的曲線等,得到漸開線斜齒輪的三維模型。
此方法沒有依賴外部軟件、插件或二次開發,只需在全局變量中修改相應的輸入參數,就可以快速得到相應參數的漸開線斜齒輪的三維精確模型。此方法不僅創建了漸開線部分的精確曲面,還創建了齒根過渡部分的精確曲面(齒根過渡部分對于斜齒輪的輪齒根部的彎曲應力等具有重要影響)。所以與以往文獻相比更快捷、更方便修改、更精確,為斜齒輪零件進一步的模擬裝配、干涉檢查、運動仿真、有限元分析等奠定了基礎。
參考文獻略.