隨著數控機床精密化齒輪加工數控技術的快速發展,人們對數控機床小模數齒輪傳動的精度要求不斷升高。數控機床齒輪的加工精度對生成產品的質量具有重要影響。通常情況下,數控機床小模數齒 輪在運行過程中,受到部件質量、形狀、位置等因素的影響,會產生一定的誤差,例如機床誤差、加工誤差、檢測誤差、傳動誤差等。其中,齒輪的傳動誤差對數控機床的穩定運行具有較大影響。
為了減少數控機床運行中的誤差,提高加工的精度,相關的研究人員提出了大量改善方法,應用較為廣泛的包括誤差防止技術與誤差補償技術。誤差防止技術通過對零部件進行設計與裝配,減少數控機床加工中的誤差源,能夠有效地提高加工精度。然而,誤差防止技術在應用過程中具有較大的局限性,對機床的加工環境與加工條件要求較高,成本相對來說較高。
為了改善這一不足,筆者設計了一種數控機床小模數齒輪傳動誤差補償方法,通過解耦計算的方式,消除影響數控機床加工精度的原始誤差。希望通過本文的設計為數控機床精密化發展提供一定的幫助。
一、齒輪傳動誤差補償方法設計
筆者提出的齒輪傳動誤差補償方法主要包括3個部分:建立滾齒機傳動誤差模型、提取齒輪誤差數據、解耦計算齒輪誤差補償值。每個部分的具體設計步驟如下。
建立滾齒機傳動誤差模型
在本文的數控機床小模數齒輪傳動誤差補償方法中,滾齒機傳動誤差模型作為整個方法中重要的組成部分,對數控機床加工精度具有一定的影響。構建滾齒機傳動誤差模型主要包括以下幾部分:分析滾齒機物理結構、基于滾齒機拓撲結構建立坐標系、分析各個部件相對運動的特征矩陣、計算模型參數。滾齒機傳動誤差模型的建立方式如圖 1所示。
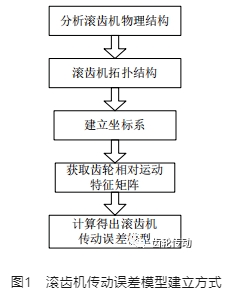
首先,采用有限元分析的方式,獲取數控機床小模數滾齒機的物理結構,并進行具體的分析,獲取齒輪的定位孔軸線與回轉軸線重合狀況,得出滾齒機的拓撲結構與各個部件之間的關聯關系。調整數控機床小模數齒輪上表面的伸長量,得出齒輪立柱中心線間的長度。由于齒輪在傳動過程中受到熱傳導的影響,立柱的溫度逐漸從高溫降為低溫,導致立柱會出現一定程度的彎曲熱變形,為了減少立柱由于熱變形而產生的誤差,將立柱的下端固定在數控機床的懸臂梁部位,減少傳動中立柱位移造成的溫度影響。
其次,根據數控機床滾齒機的刀具分支與工件分支構成,以床身為基體,得出滾齒機的拓撲結構。然后設置滾齒機的工件軸為中間體,拖板、滾刀架、刀具分支分別為 X、Y、Z 軸,建立三維坐標系。基于滾齒機齒輪的相互運動特征,將滾齒機各個部件間的運動轉化為坐標系間的變換關系,獲取滾齒機傳動過程中相對運動的特征矩陣。結合滾齒機相對運動特征矩陣,計算在傳動過程中滾齒機滾刀軸與工件軸之間的運動關系,計算公式如下:
式中,ZB表示滾齒機滾刀頭數;ZC表示滾齒機被加工齒輪齒數;vZ表示Z軸向進給速度;vY表示Y軸向進給速度;β表示小模數齒輪工件螺旋角;λ表示數控機床滾刀螺旋升角;mn表示滾齒機斜齒輪的法面模數;nB 表示滾齒機的滾刀軸轉速;nC表示滾齒機的工件軸轉速。通過計算獲取數控機床滾齒機滾刀軸與工件軸之間的相互關系,掌握造成傳動誤差的影響因素,對誤差來源進行分類處理。
結合數控機床滾齒機的低序體物體陣列原理,對滾齒機的拓撲結構進行陣列運算,獲得滾齒機小模數齒輪傳動的低序體物體陣列,如表 1所示。
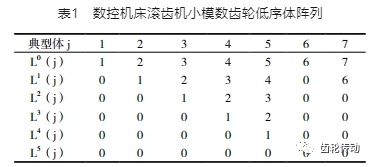
通過上述設計流程,建立數控機床滾齒機傳動誤差模型,為后續的誤差補償方法設計提供基礎。
提取小模數齒輪誤差數據
為了提高誤差補償處理結果的精度,采用傳感器采集模型中的各項信息。首先,數控機床的溫度信息與傳動過程中的位移信息對傳動誤差補償具有重要的作用,采用傳感器測點的方式,在數控機床距離發熱源較近的位置進行貼片處理,控制貼片的溫度傳感器數量大于機床的熱源數。選定溫度采集點,設定滾齒機運行的初始溫度,獲取數控機床熱誤差的變化。調節滾齒機導軌與接觸表面的高度距離,采用恒流靜壓導軌技術,計算出數控機床導軌與滑塊之間的摩擦熱量,公式如下:

式中,QS表示滾齒機單位時間內的發熱量;μ 表示滾齒機傳動過程中的動摩擦系數;FS表示滾齒機導軌接觸面的載荷;J表示滾齒機傳動的熱功當量;vS表示滾齒機傳動過程中導軌的滑動速度。綜合考慮數控機床小模數齒輪傳動方式的不同,在提取誤差數據時,應當控制滾齒機蝸輪與蝸桿之間的相對滑動速度,避免出現傳動效率過低的情況。傳動中,當滾齒機出現升溫現象時,實時記錄溫度的具體變化情況,增大滾齒機齒面的轉動速度,提高蝸輪與蝸桿之間齒合面的潤滑程度,獲取滾齒機蝸輪蝸桿的摩擦發熱量:
式中,QW表示滾齒機蝸輪與蝸桿間產生的摩擦熱量;PW表示滾齒機的轉臺功率;η 表示滾齒機傳動效率。根據計算結果,提取數控機床小模數齒輪傳動過程中的誤差變化數據。
解耦計算齒輪誤差補償值
根據上述提取的滾齒機小模數齒輪傳動誤差數據,采用解耦計算的方式,對齒輪輪廓進行誤差補償。首先,考慮數控機床在加工過程中,砂輪坐標系與工件坐標系之間的轉角誤差,分析齒輪由于轉角誤差導致的幾何誤差與傳動誤差,進而采取相應的誤差補償處理方法。設定x、y、z 分別為直線X、Y、Z 軸相對于初始坐標系的位移距離,結合微分變換矩陣的方式,反映初始坐標系的微分變化。
對數控機床小模數齒輪進行傳動誤差補償時,首先需要通過一定的方式,獲取滾齒機各運動軸的補償值,結合微分變換矩陣的原理,計算傳動誤差模型,將砂輪坐標系相對于工件坐標系的轉角誤差進行轉換,依據齒輪的輪廓特征,將轉角誤差轉換到相應的運動軸上,從而得到所需的補償值。將補償值插入到數控系統中,經過反饋環節的反饋中斷作用,獲取誤差補償值的脈沖信號。當脈沖信號輸入到補償信號伺服控制環內部時,實現誤差補償值脈沖信號的加工補償。
數控機床小模數齒輪在傳動過程中還會產生一定的齒距誤差,采用分度圓弧長的度量方式,度量齒合線的增量,計算齒輪的齒距誤差,設置齒合線的增量為ΔF ,基于解耦計算的方式,計算齒輪轉角誤差對應的分度圓弧長誤差為:
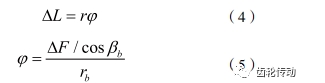
式中,βb表示小模數齒輪基圓的螺旋角;φ 表示小模數齒輪的轉角誤差;r表示齒輪基圓的半徑;rb表示齒輪分度圓的半徑。通過計算,獲取齒輪分度圓弧長與轉角誤差的對應關系。
調整小模數齒輪的運動姿態,對齒輪實施與傳動誤差方向相反、大小相等的補償運動,抵消小模數齒輪與工件之間的轉角誤差,使齒輪的磨削面與工件的加工表面達到重合。修正數控機床小模數齒輪的數控指令以及傳動軌跡,在工件坐標系內獲取齒輪中心位置的變化曲線,通過調整齒輪的傳動誤差方向及大小,實現數控機床的高精度加工。
二、實驗與結果分析
綜合上述內容,為了進一步對數控機床小模數齒輪傳動誤差補償方法的可行性作出客觀分析,進行如下實驗測試。
實驗準備
采用 PT100 溫度傳感器、1 套激光干涉儀、齒輪傳動模擬量信號采集卡、數控滾齒機及若干導線。用溫度傳感器采集若干數控機床小模數齒輪運行過程中的溫度信息與位移信息,在機床中布設 8 個測點,測試齒輪傳動的實時溫度并進行記錄。利用齒輪傳動模擬量信號采集卡采集電壓信號,并將電壓值轉換為溫度值。通過激光干涉儀,測量機床刀架處的位移變形情況,并將以上獲取到的數值記錄到傳動誤差模型中。本次實驗的目標對象為型號為MT2418的滾齒機,滾齒機上包括驅動安裝工件的頂尖軸,滾齒機加工對象的模數為 1,齒數為 50,壓力角為 25°,小模數齒輪的螺旋角度數為 24.5°,計算工件傳動過程中的開環傳遞函數:
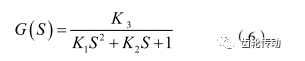
式中,K1表示數控機床伺服電機軸的轉動慣量;K2表示扭轉剛度;K3表示阻尼系數;S表示齒輪傳動降速比常數。
結果分析
根據上述計算結果,結合坐標變換的方式,設置小模數齒輪傳動的周期為一周,獲取數控機床小模數齒輪傳動進行誤差補償前后的轉角誤差曲線變化情況,如圖 2、圖 3所示。
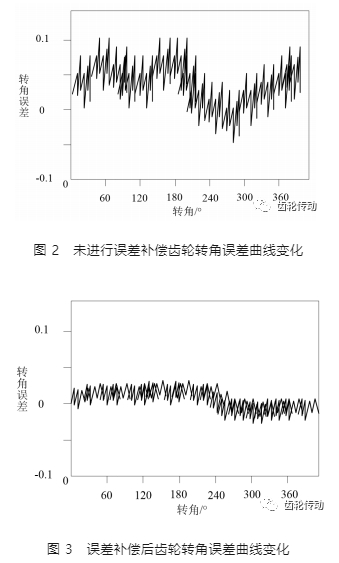
由圖 2、圖 3 可知,未經過誤差補償處理的小模數齒輪,在傳動過程中,轉角誤差的變化幅度較大,整體運行較不穩定;經過文中提及的誤差補償方法處理后,有效降低了齒輪的轉角誤差,在傳動過程中平穩性較強,能夠實現數控機床小模數齒輪的高精度加工。
三、結語
綜上所述,為了提高數控機床小模數齒輪加工的精度,針對加工中產生的誤差,提出了數控機床小模數齒輪傳動誤差補償方法。該誤差補償方法適用性較強,能夠降低齒輪傳動過程中產生的轉角誤差,且成本較低,彌補了傳統誤差防止方法的不足,在一定程度上延長了數控機床的使用壽命。
參考文獻略.