RV 減速器具有精度高、回差小、剛性好、傳動比范圍廣等優點,是機器人關節減速器的理想選擇。擺線輪作為 RV 減速器中的核心部件,其加工質量及精度高低直接決定著 RV 減速器整機的傳動精度。國內外學者針對 RV 減速器擺線輪的齒廓研究取得了一些研究成果。柯慶勛等對擺線齒輪在成形磨削過程中溫度場的分布進行了仿真及試驗研究; 王嘉寧等研究了擺線輪基本齒形參數與 RV 減速器嚙合剛度的關系; 王文濤和徐宏海研究了擺線輪齒廓各參數對其傳動性能的影響; 張躍明等對 RV 減速器中擺線輪齒形優化修形與參數化設計進行了研究,并進行了 RV 減速器擺線輪磨削工藝研究。對于齒輪的磨削,明興祖等研究了面齒輪磨削加工工藝參數的優化; 郭輝等人闡述了采用六軸數控蝸桿砂輪磨齒機來磨削面齒輪的方法。上述涉及擺線齒輪加工的研究還不多。因擺線輪的齒廓形成復雜,在磨削加工中影響因素眾多,且加工精度不易保證,而近年來隨著我國機器人裝備的快速應用發展,裝備的高精運動要求又對擺線輪的加工精度提出了更高的要求,因此本文作者研究擺線輪齒廓精密加工后的表面質量特別是表面粗糙度的影響因素。
目前,擺線輪齒廓的磨削方法一般有成型法和展成法兩種。成形法磨齒是將砂輪軸截面廓形修整為與擺線輪單齒齒槽具有相同廓形之后對輪齒齒面進行磨削加工的一種方法,由于其加工精度可達 4 級以上而被廣泛用于齒輪齒面精加工。本文作者采用成形法對擺線輪齒廓進行磨削,并研究磨削參數對 20CrMnTi 擺線輪齒成型磨削加工后表面完整性的影響。
一、試驗設計
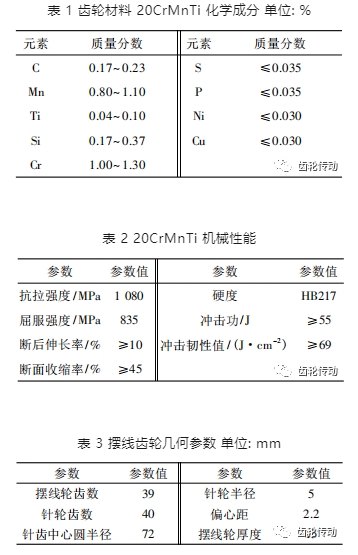
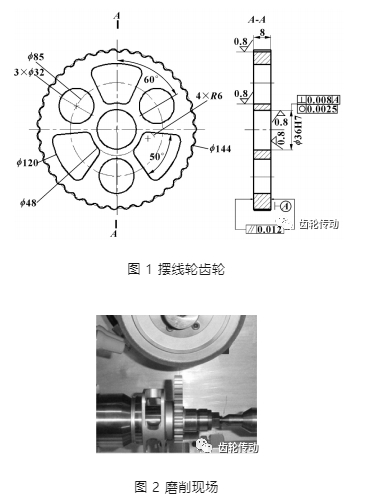
試驗采用的擺線輪材料為 20CrMnTi,其化學成分如表 1 所示,相應的機械性能如表 2 所示,擺線輪的幾何參數及結構圖分別如表 3、圖 1 所示。試驗機床為萬能外圓磨床 M1432B-1000,磨削試驗現場如圖 2 所示,磨削方式為逆磨,采用水基乳化液冷卻,砂輪采用單晶剛玉砂輪,粒度號分別為 60、100、150、220,中軟級,陶瓷結合劑,單晶剛玉因抗破碎性較強、韌性大等優點,廣泛用于韌性大、硬度高的材料表面加工中。
作者采用正交試驗法,選正交表 L16 45 ,研究砂輪線速度、磨削深度、擺線輪的軸向進給速度及砂輪的粒度等 4 個因素對表面完整性的影響,選取磨削正交試驗因素和水平如表 4 所示,砂輪轉速 n 范圍為 2 000~ 3 200 r/min,磨削深度 ap 范圍為 0. 02 ~ 0. 12 mm,擺線輪進給速度 vf 范圍為 1. 2 ~ 2. 8 m/min。正交試驗結果如表 5 所示。試驗中采用 Roughscan 高精度表面結構測量儀對擺線輪加工后的表面粗糙度進行測量,沿軸向進給方向等距選取 5 個部位測量,取樣長度為 1. 0 mm,評定長度為 5. 0 mm,測量結果記入表 5 中。
二、試驗結果分析
由表 5 可知,試驗獲得了表面粗糙度從 0. 23 ~ 0. 55 μm 的一系列擺線輪加工表面。從極差結果可知:對粗糙度影響最大的是砂輪粒度,其次是砂輪轉速和磨削深度。影響最小的是擺線輪進給速度。進一步分析正交試驗結果,得到 20CrMnTi 鋼擺線輪外齒廓磨削加工后其表面粗糙度與砂輪線速度、擺線輪進給速度、磨削深度以及砂輪粒度的關系。
砂輪轉速對擺線輪齒廓粗糙度的影響
將正交試驗中砂輪轉速對粗糙度的影響結果繪成圖 3,從正交表和圖 3 可以看出: 整體而言隨著砂輪轉速 n 的增大,磨削表面粗糙度 Ra 值會變小。其主要原因是隨著砂輪對擺線輪齒面輪廓磨削能力的提高,砂輪與齒面接觸跡線之間的摩擦力減小,相鄰接觸跡線間的軌跡距離變小,導致跡線的密度增大,因而擺線輪齒面粗糙度降低。且砂輪粒度為 60 目時獲得的粗糙度普遍比粒度為 220 目的更大,因為粒度號越大,表明砂輪每單位長度上通過篩網孔眼的磨粒越多,磨粒尺寸就越小,對表面粗糙度越有利。
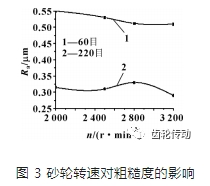
圖 3 中,砂輪粒度為 60 目時,隨著轉速增加表面粗糙度緩慢變小,當粒度為 220 目時,表面粗糙度 Ra 值隨轉速增加呈波動性變小,即在 2 800 r/min 時稍有增加然后再變小,在 3 200 r/min 獲得較小的表面粗糙度 0. 23 μm。這是由于砂輪線速度的提高會增加單位時間內磨粒切刃的切削次數,即減少磨粒切刃的單次切削時間,從而減小了相鄰兩磨削切刃切除材料后在加工表面留下的殘留凸起高度,這樣也有助于磨削熱量的擴散,所以會導致表面粗糙度數值降低。
擺線輪進給速度對擺線齒廓粗糙度的影響
將正交試驗中擺線輪進給速度對粗糙度的影響結果繪成圖 4,可以看出: 無論粒度為 100 目還是 150 目,隨著擺線輪軸向進給速度的增大,其表面粗糙度 Ra 的數值都會增加。其原因是隨著擺線 輪進給速度的增加。在單位時間內磨削齒面的磨粒切刃數減少,使得單位面積齒面上形成的磨削殘留高度增大; 此外,隨著軸向進給速度的增加,磨床的顫振也有所增加,因而也會對擺線輪粗糙度產生一定的影響,使粗糙度數值有增大的趨勢。
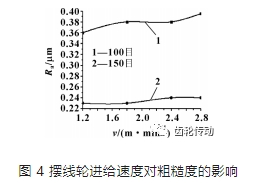
增大擺線輪進給速度與提高砂輪線速度的作用相反,它將使兩相鄰磨粒切刃之間切除的材料增多,且在加工表面上留下的殘留凸起高度增大,從而導致表面粗糙度數值增大。
磨削深度對擺線齒廓粗糙度的影響
將正交試驗中擺線輪進給速度對粗糙度的影響結果繪成圖 5,可以看出: 隨著磨削深度的增大,擺線齒面變得更加粗糙。這是由于磨削深度增加將使單顆磨粒的最大切削厚度增大,從而增大擺線齒面的塑性變形,使磨粒切削刃通過磨削工作區時在齒輪表面留下的切痕深度也增加,因此齒面粗糙度數值也會增加。
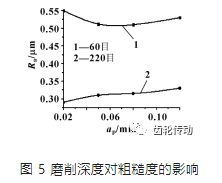
同時從磨削原理上分析,磨削深度的增加將使同時參與磨削的磨粒切刃數增加,導致磨削力增大,磨削溫度升高很快,從而會降低磨削表面質量。但從上面試驗結果來看,雖然整體上表面粗糙度數值會隨磨削深度的增大而增大,但磨削深度的改變對表面粗糙度的影響并不是很明顯。這是因為在實際磨削過程中,磨削用量是緩慢分次進給到最終磨削深度的,而并非是直接一次以磨削深度進行磨削。
砂輪粒度對擺線齒廓粗糙度的影響
由表 5 可知,砂輪粒度對表面粗糙度的影響最大,圖 6 為根據試驗結果繪制的砂輪粒度對表面粗糙度的影響關系。
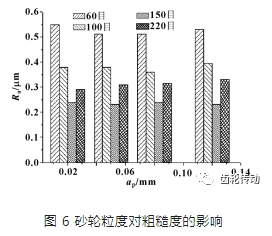
從實驗結果可知,擺線輪的齒面粗糙度隨砂輪粒度號的增大而呈減小趨勢。這是因為由于砂輪粒度越大,磨粒的直徑尺寸越小,在砂輪表面單位面積上的磨粒個數越多,實際參加磨削的磨粒數增多,磨粒的出刃高度降低,從而使表面粗糙度數值降低; 同時,砂輪粒度越大,加工表面切痕的間距越小,劃痕就越淺,從而也降低了表面粗糙度; 此外,由于同時參與磨削的磨粒個數越多,單個磨粒承受的磨削力就會越小,使表面粗糙度數值下降,也有助于提高加工表面質量。
三、磨削表面粗糙度的預測模型與試驗驗證
由上面分析可知,當砂輪粒度越大精加工效果越好,選取粒度為 150 目的砂輪采用不同的磨削參數進行試驗,獲得擺線齒輪磨削表面粗糙度數據,并對試驗結果進行回歸分析,采用冪函數形式進行粗糙度模型建模,可設
式中: K、α、β、γ 均為待定常數。
通過多元線性方程回歸求解,可得式 (1) 中的 4 個待定常數,從而可得當砂輪粒度為 150 目時擺線輪齒面磨削表面粗糙度預測模型,如式 (2) 所示:
該預測模型范圍為正交試驗中的 3 個實驗因素的范圍。
為了進一步驗證表面粗糙度預測模型的預測效果,將試驗測量值與預測值進行比較,結果見表 6。
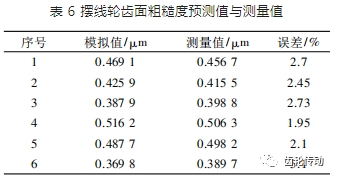
由表 6 可知,擺線輪齒面表面粗糙度預測值和實測值之間的相對誤差在 1. 95% ~ 5. 1%之間,最大相對誤差為 5. 1%,說明文中的擺線輪齒面磨削表面粗糙度的預測模型具有良好的預測效果。因此本文作者建立的表面粗糙度預測模型可為分析擺線輪齒面精密加工表面質量提供一定的理論參考。
四、結論
通過 20CrMnTi 鋼擺線輪齒面磨削正交試驗,分析了砂輪線速度、擺線輪進給速度、磨削深度以及砂輪粒度對擺線輪齒面表面粗糙度的影響規律,并在試驗基礎上建立了擺線輪齒面粗糙度的預測模型。結論如下:
(1) 砂輪粒度是影響擺線輪齒面磨削表面粗糙度最大的因素,砂輪旋轉速度的影響作用次之,磨削深度的影響效果較小,擺線輪軸向進給速度的影響作用最小。
(2) 選用粒度較大的砂輪、提高砂輪旋轉速度與減小磨削深度都能夠降低表面粗糙度,擺線輪進給速度的增加整體上使表面粗糙度呈變大趨勢,但變大效果不明顯。
(3) 當使用 150 目粒度砂輪磨削時,在砂輪轉速 n = 3 200 r/min、擺線輪進給速度 vf = 1. 2 m/min、 磨削深度 ap = 0. 12 mm 情況下,可使擺線齒面有更低的表面粗糙度、更好的表面質量。
(4) 預測模型具有較高的預測效果,表面粗糙度影響的預測模型和實測值的最大相對誤差為 5. 1%,為實際加工合理選擇磨削參數提供了試驗依據和參考。
參考文獻略.