隨著汽車變速器行業飛速發展,對作為核心零部件的齒輪的要求也日益增加。輕量化、低成本、低能耗、新材料等要求,成為其發展中新的挑戰。決定嘗試使用粉末冶金技術制造漸開線斜齒輪。
粉末冶金技術,齒輪件重存在降低 8%~20%的潛在機會,亦可降低諸如 MT、AMT、DCT 等變速箱內同步機構慣量。同時,產品工藝鏈將縮短,齒輪制造所需的廠房面積、設備投資、能量消耗相較傳統鋼制齒輪加工工藝,均有所節約。此技術可能將會對未來齒輪制造業務,帶來巨大變化。
粉末冶金齒輪技術優勢:① 材料總體利用率可達 95%以上;②不需要或只需極少量切削加工;③ 零件尺寸穩定,一致性好,精度高;④生產效率高,適合大批量生產,所需成本比切削加工低。
一、粉末冶金齒輪應用分析
由于在同等條件下粉末冶金材料力學性能可能低于鋼件,所以選擇了某款成熟前驅六速手動變速器內的“輸入四檔齒輪”(齒數 31,模數 1.85,壓力角 15°,螺旋角 34°),改制為粉末冶金齒輪,并研究和分析其工藝及性能,同時與滲碳鋼齒輪進行簡要的對比分析。
材料的選擇
所選鐵基粉末由于需經壓實、燒結和表面致密化處理,所以需要滿足以下幾個方面的要求。
(1)擁有良好的流動性及壓制性,保證壓制出的齒輪各部位都能達到設計所需密度。
(2)粉末粗坯燒結后,其尺寸前后變化應盡量接近于零,且硬度應在 100~170 HV10,以防零件過硬而產生裂紋。
(3)材料經致密化滾壓后,齒面能夠形成理論無孔隙層。
(4)所選的材料應具有一定的淬硬性,保證熱處理后齒面能達到設計所需硬度,而零件芯部應具有較高韌性。
(5)所選鐵基粉末需適應表面熱處理需求。
基于上述因素,選擇 Astaloy 85 Mo+C 預合金鐵基粉末,其材料成分如表 1。
材料性能分析
在材料性能方面,為提升粉末冶金零件的楊氏模量 E、泊松比 ν 及疲勞性能,粉末冶金齒輪在齒面及齒根表面輪廓上需要通過特別工藝得到一個表面充分緊密、隨后向著芯部方向密度逐漸減小的深約1 mm 的致密層(如圖 1 所示)。
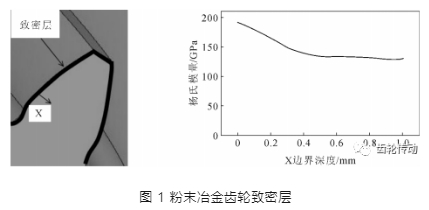
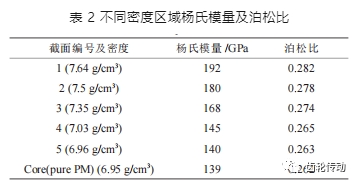
經過分析和檢測,可將致密層大致分為五層,每層約 0.2 mm,運用公式(1)和(2)得到可用于仿真分析計算的重要參數,如表 2:
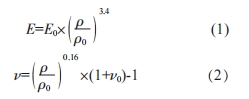
式中,ρ 為粉末件密度;E0、ρ0、ν0 分別為鋼件楊氏模量、密度、泊松比。
結構設計
粉末冶金制造采用一體成型技術,在特制的剛性封閉模具中將金屬粉末鑄造成型,所以零件結構的重新設計可以免去鋼件上的一些空刀槽,使結構更緊湊。
同時,進行結構設計時需考慮避免以下問題。
(1)避免局部材料薄壁,以便于裝粉壓實,并防止出現裂紋。
(2)盡量避免在側壁上設計溝槽和沉孔,因為光滑的側壁有利于壓實或減少余料。
(3)應盡量設計相對簡單且對稱的形狀結構,避免截面積落差變化過大以及窄槽、球面等,以利于模具制造和壓實。
(4)在各側壁上的過渡交接處應采用圓角設計,避免出現銳邊,防止模具和壓坯時產生應力集中。
仿真疲勞強度計算
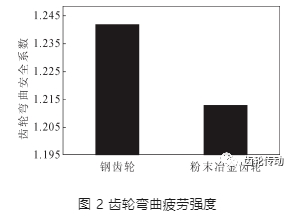
傳統粉末冶金零件由于其內部存在孔隙,所以在同等條件下其材料特性參數應低于鋼件,即表面彎曲疲勞強度和接觸疲勞強度往往比滲碳鋼齒輪要差。通過表面致密化處理后在該零件齒部與滾軋模接觸的表面幾乎達到全致密,再經過合理的熱處理及齒輪參數設計優化之后,其彎曲疲勞強度和接觸疲勞強度完全可以滿足相關使用壽命要求,并接近滲碳鋼件的水平。
參照 GB/T 14230 齒輪彎曲疲勞強度試驗方法,獲得粉末冶金彎曲疲勞 SN 曲線,與 ISO6336 16Mn-Cr5(MQ)進行對比,得到齒輪彎曲強度的對比結果,見圖 2。從結果上看,粉末冶金齒輪的彎曲疲勞強度,接近滲碳鋼的水平。
二、粉末冶金齒輪工藝過程研究
通常,對于僅采用一次壓制、一次燒結的普通粉末冶金工藝生產出來的部件, 其密度基本都在 7.2 g/cm3 以下,如變速器中的換擋鼓齒輪、同步器齒轂等應用,其表面及內部存在大量的孔隙,使其抗疲勞性能大大降低。而變速器傳動齒輪,需要在高轉速的狀態下承受較高的載荷,容易產生斷齒、齒面點蝕等失效。基于以上原因,粉末冶金變速器齒輪需要正確選擇材料,并在經過壓制、燒結工藝后,再進行表面致密化處理,最后進行熱處理及后續的機加工處理,以得到優良的力學性能。
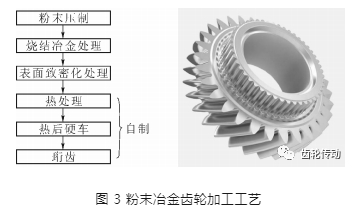
新的輸入四檔齒輪,在將粉末冶金工藝與傳統齒輪加工工藝結合后,工藝過程如圖 3,從這種工藝路線可以看出,工藝路線大大縮短,減少了加工的復雜性,可以大大節約廠房和設備的投入。
“表面致密化處理”
此工序通過專門的齒輪滾壓機來完成,如圖 4 所示。兩個依據齒輪產品漸開線幾何形狀而專門設計的主動滾壓齒輪將“預加工齒輪”擠壓在中間。滾壓齒輪在高速旋轉的同時又將壓力施于“預齒輪”的齒面及齒根表面,產生表面滾壓致密的效果。

“熱處理”
對表面致密化后的齒輪需進行滲碳處理,以提高其力學性能,工藝參數如圖 5。
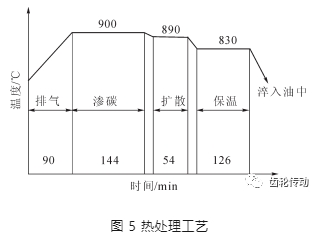
經過熱處理,零件表面硬度可達到 560~ 660 HV10,心部硬度將達到 250~320 HV10。綜合性能基本滿足使用要求。
“熱后硬車”
首先需去除銳邊毛刺。由于粉末冶金技術是一種粉末模壓技術,模具間存在配合間隙,所以當粉末受壓成型時,成型件在模具配合間隙處將產生填充效應,從而產生少量毛刺。可考慮采用滾磨、噴砂等恰當的機加工方式去除這些毛刺。
“珩齒”
粉末冶金齒輪經過表面致密化處理時,由于材料的彈性與應力釋放,輾軋后會產生彎曲變形,致使齒面產生齒廓對中誤差。熱處理時的高溫變形,使得相應誤差進一步加大。采用珩齒工藝來消除這些誤差,這樣加工出來的粉末冶金齒輪齒面精度,與類似的鋼齒輪在同一水平。
三、品質對比分析
選取輸入四檔齒輪鋼齒輪和粉末冶金齒輪各一件(實物如圖 6、圖 7 所示),對品質進行比較。

質量
鋼件 0.110 kg,粉末冶金件 0.082 kg,粉末冶金齒輪質量減輕 25%;
齒根粗糙度
由于消除了傳統切削加工的刀痕,粉末冶金齒輪碾壓后的齒根粗糙度非常好,優于滾齒加工的鋼齒輪,如圖 8。
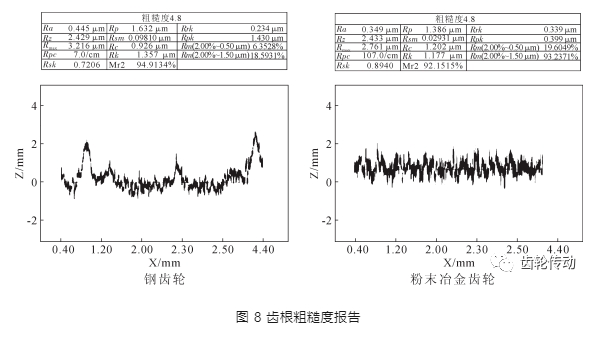
鋼件齒輪:Ra=0.445 Rz=2.429 Rmax=3.216
粉末冶金齒輪:Ra=0.349 Rz=2.433 Rmax=2.761
輪齒成品精度
鋼齒輪與粉末冶金齒輪均采用熱處理后珩齒工藝,經檢測,兩者成品齒面精度相當,均可達到 DIN 3961 8 級水平。
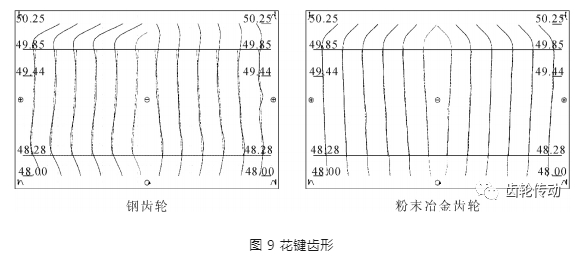
花鍵精度
粉末冶金齒輪的齒形及精度,優于鋼齒輪。如圖 9。
密度
相較于鋼件緊實的內部結構,粉末冶金零件內部存在孔隙,每批次粉末冶金齒輪的齒部密度都必須抽檢,并重點關注。
基于阿基米德方法,可以找到一種分析計算粉末冶金件密度的方式,其步驟及原理概述如下。
(1)首先準備好切割設備、工裝夾具、研磨拋光設備、光學顯微鏡和專業攝像頭。
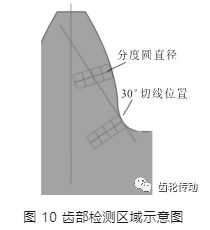
(2)從齒部切制一個質量大于5克的標準試塊,并在分度圓、與齒根圓角相切 30°的直線的法向方向,這兩個區域內進行密度梯度的檢測,如圖 10 所示。
(3)使用光學顯微鏡對相關區域放大 200 倍,再使用專業攝像頭進行等距拍攝,由表(image 1)至里(image 5)分別拍攝五張照片,所得照片如圖 11 所示;(注:照片數量及大小可視零件情況而定)。
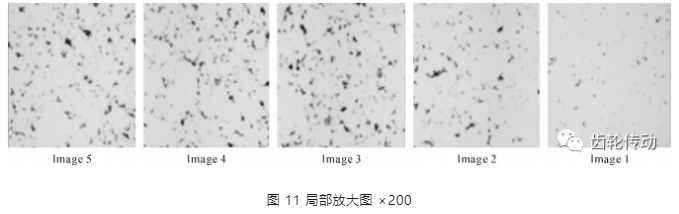
(4)圖 11 內黑點為氣孔,通過特定軟件分析出單位尺寸照片內氣孔所占面積百分比,從而根據公式(3)計算出真實的密度值。
ρ=7.83/100%×(100%-氣孔占比) (3)
其中,7.83 g/cm3 為此粉末材料理論最大密度。
在對每個區域進行逐一分析計算譜,最終可用圖表歸納總結出零件不同區域的密度梯度。并與設計要求進行比對。
四、測試結果
將粉末冶金輸入四檔齒輪裝配到相應型號變速器中,并按照所匹配整車路譜生成的耐久載荷譜在專業實驗臺架上進行了測試。連續 3 臺變速器通過了兩倍于耐久載荷譜運轉時間的耐久循環試驗,滿足此款變速器使用壽命要求。
五、結論
(1)粉末冶金齒輪作為綠色環保的可持續性技術,將帶來更高的原材料利用率、更低的能量損耗。其更少的加工工序也意味著較少的設備投入和較小的廠區面積規劃,且其生產效率較高,成本效益明顯。
(2)通過合理的設計,粉末冶金齒輪擁有充足設計余度、減重、降低應力、抑制噪音、吸震等能力。在齒輪設計開發階段,工程師們又多了一種新的選擇。
(3)粉末冶金齒輪需要投入大量模具,在設計未凍結階段,模具因設計變更而帶來的成本風險較大;由于中低產量零件采用粉末冶金工藝生產時經濟性不高,推薦大批量需求時使用。
參考文獻略.